En quoi consiste le taux de rafraîchissement ?
Il s’agit du taux de poudre fraîche nécessaire dans un mélange de matériaux utilisé dans une imprimante 3D SLS. Un taux de rafraîchissement inférieur se traduit ainsi par des économies de coûts.
Fonctionnement
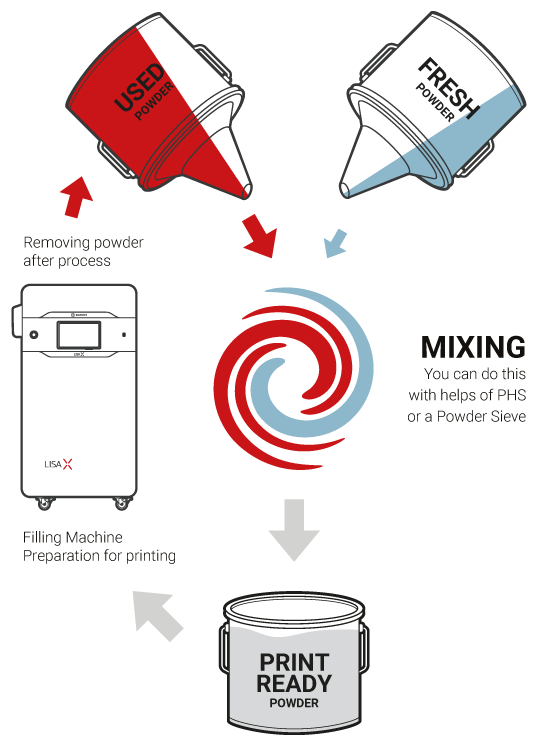
La quantité de poudre fraîche nécessaire est calculée automatiquement par notre logiciel ; elle apparaît sur l’écran de l’imprimante une fois l’impression arrivée à son terme. Il vous reste ainsi à ajouter la quantité indiquée de poudre fraîche au cycle de mélange, où elle sera mélangée aux restes de poudre. Un nouveau cycle peut alors commencer.
Pour lancer une impression 3D SLS, vous devez disposer de poudre prête à l’emploi. Ensuite, il ne vous reste plus qu’à rafraîchir la poudre restante en y ajoutant de la poudre fraîche.
Conserver la poudre dans des conditions ambiantes (~23 °C et 50 % d’humidité – un taux d’humidité plus faible est toujours préférable).
Toujours conserver le matériau dans un récipient sec et hermétique.
Ne pas laisser le récipient ouvert.
Nettoyer la machine dès que l’impression est arrivée à son terme et stocker le matériau immédiatement après avoir ôté la poudre de la pièce.
Ne pas laisser la poudre dans l’imprimante au-delà de deux heures environ.
Placer quelques absorbeurs d’humidité en silicone dans le récipient où la poudre est stockée (attention à ne pas les ajouter dans l’imprimante)
Contactez le service d’assistance de Sinterit en cas de questions.
Les différences entre les poudres sont répertoriées dans le tableau ci-dessous.
Chez Sinterit, nous distinguons trois types d’état de poudre : prête à l’emploi, usagée et fraîche.
En raison de la taille de ses particules, la poudre de polyamide SLS utilisée pour l’impression 3D est considérée comme étant une matière particulaire.
En effet, les particules de poudre de polyamide mesurent généralement 40 micromètres ou moins.
Aspirer cette poudre à l’aide d’un aspirateur ordinaire pourrait causer une explosion.
De telles matières sont soumises aux réglementations sur la qualité de l’air et la sécurité du travail.
Les procédures imposent un entretien approprié des poudres sur le lieu de travail.
Il convient d’utiliser uniquement des aspirateurs industriels certifiés pour aspirer de telles matières.
Vous trouverez ici de plus amples informations sur l’aspirateur ATEX.
Contactez le service d’assistance de Sinterit en cas de questions.
Le modèle LISA de Sinterit est le moyen le plus accessible pour produire en toute liberté des solutions précises en réponse aux défis d’aujourd’hui. La technologie répond parfaitement aux attentes et l’équipe de Sinterit accompagne ses clients pour atteindre leurs objectifs.
L’un des grands avantages de la technologie SLS est la possibilité d’imprimer successivement des géométries complexes pour élaborer un prototypage rapide.
Pour une entreprise qui initie une réflexion d’importance, le soutien et les échanges avec des experts en technologie sont extrêmement bénéfiques. L’imprimante LISA compte parmi les rares solutions économiquement viables dès les premières étapes de toute stratégie de fabrication additive AM. C’est une solution parfaite pour des volumes limités.
Les pièces FFF et SLA constituent un bon choix pour obtenir une dimension physique des conceptions et assembler des prototypes bruts. Par contre, lorsqu’il s’agit de produire des prototypes fiables qui passent avec succès nos essais de fatigue ou d’envoyer des échantillons fonctionnels à nos clients pour validation, SLS est le seul choix acceptable.
Polyamide rigide économique. Meilleure qualité de surface
Grande résistance mécanique et aux chocs. Allongement à la rupture élevé
Matériel ESD pour les étuis. Matière bio-sourcée
L’un des matériaux les plus résistants et les plus polyvalents disponibles sur le marché des poudres dédié à la technologie d’impression SLS
Matériau en caoutchouc pour prototypes. Matériau standard pour les pièces en TPU.
Matériau le plus doux pour SLS. Caoutchouc agréable au toucher
Les prototypes visuels peuvent être teints. Meilleur caoutchouc d’allongement