Dlaczego brak struktur podporowych jest tak istotny w medycznym drukowaniu 3D?
Dużo słyszeliśmy o drukowaniu 3D w medycynie od momentu jego powstania, a teraz, w dobie pandemii, technologia ta często wspiera w potrzebie lokalnych lekarzy. W swojej historii drukowanie w technologii SLS wspierało trudne zabiegi operacyjne, czy to w postaci narzędzi, czy pomocy wizualnych przygotowujących chirurgów do poważnych operacji.
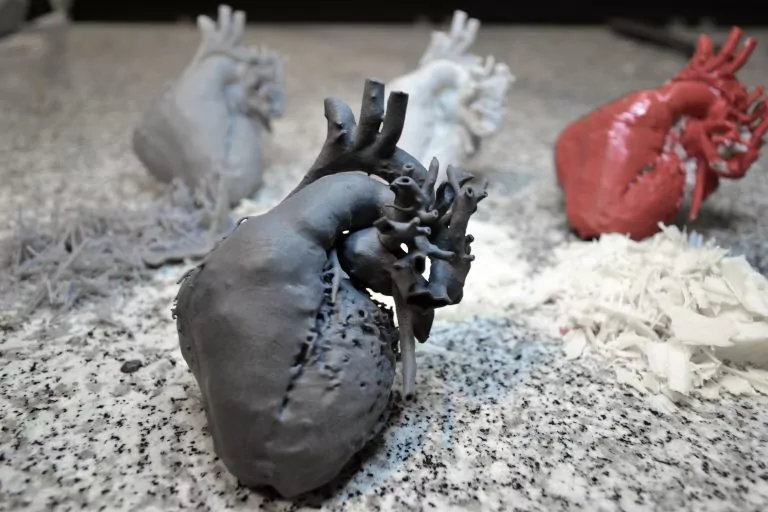
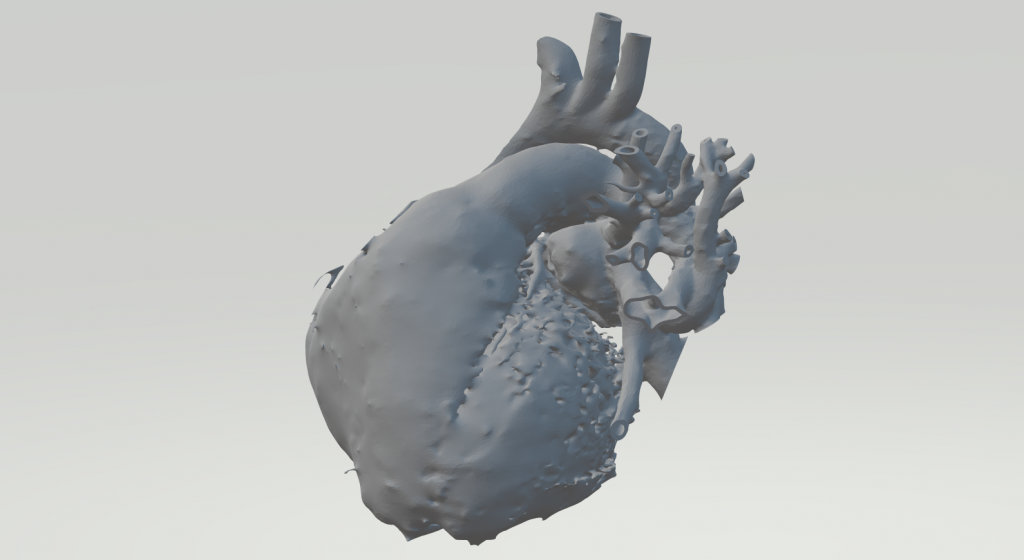
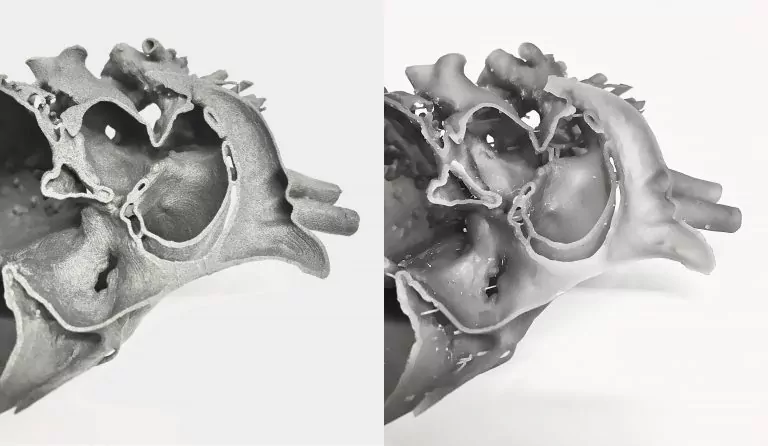
Technologia SLS ma wiele zalet, wykorzystuje materiały o właściwościach odpowiednich dla wielu branż. Najbardziej znaczącą przewagą nad innymi metodami drukowania 3D jest brak generowania dodatkowych struktur, które musiałyby zostać mechanicznie lub chemicznie usunięte (poprzez odrywanie/odcinanie/rozpuszczanie). Dzięki proszkowi, który podtrzymuje każdą warstwę, możliwe jest tworzenie najbardziej złożonych modeli o różnej strukturze i drobnych detalach. Do tego typu elementów często należą wydruki z branży medycznej – zwłaszcza te w zakresie tomografii lub innych metod obrazowania (fot. 2).
Czy jakakolwiek technologia nadaje się do drukowania modeli medycznych?
Jedną z często wymienianych zalet druku 3D jest możliwość drukowania modeli o największej złożoności geometrii ograniczonej jedynie wyobraźnią. Jednak technologie druku znacznie się różnią, w tym swoimi ograniczeniami – wynika to z wykorzystywanych materiałów i urządzeń o różnych konstrukcjach oraz sposobu nakładania warstw materiału (narastająco – w przeciwieństwie do metod eliminacyjnych). Dlatego też każde zastosowanie i model geometryczny w 3D trzeba rozpatrywać indywidualnie, analizować pod względem wymagań powierzchniowych, tolerancji wymiarowych czy właściwości mechanicznych.
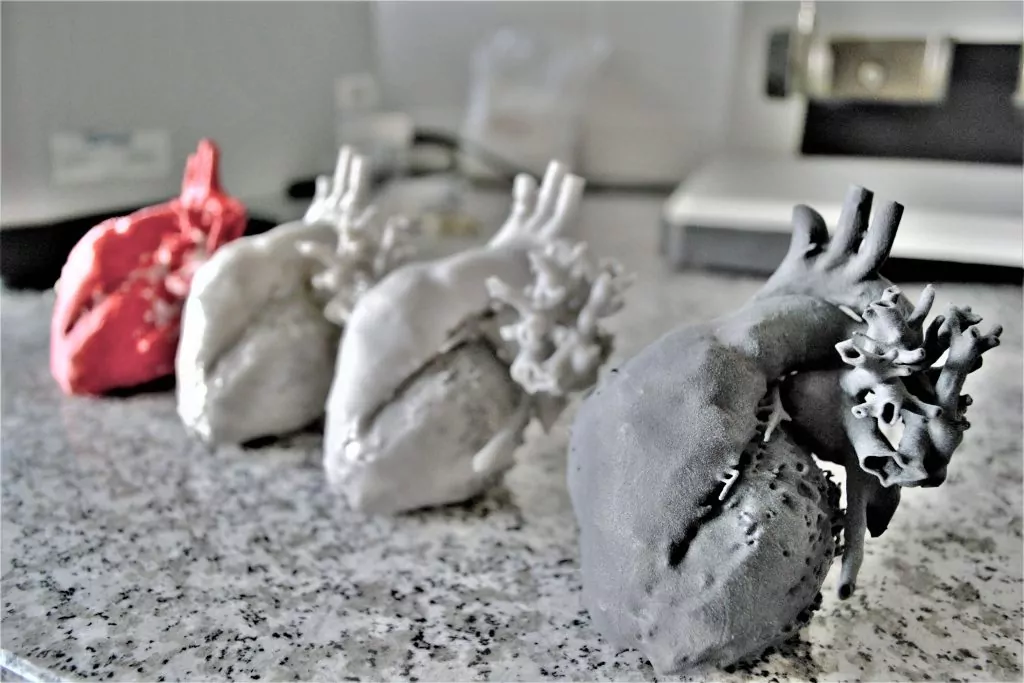
Ważnym czynnikiem, o którym nie należy zapominać, jest wymóg lub brak wymogu struktur podporowych modelu, gdzie obróbka końcowa może zaszkodzić nie tylko aspektom estetycznym, ale również funkcjonalnym. Wiele zastosowań medycznych wymaga złożonych konstrukcji organicznych ze strukturami cech wewnętrznych. Na przykładzie wydruków serca w różnych technologiach przedstawimy, jak istotne dla takich modeli jest pominięcie elementów podporowych w celu zachowania odpowiedniej jakości i użyteczności.


Wpływ konstrukcji nośnych na geometrię wydruków w technologiach SLA, FDM i SLS
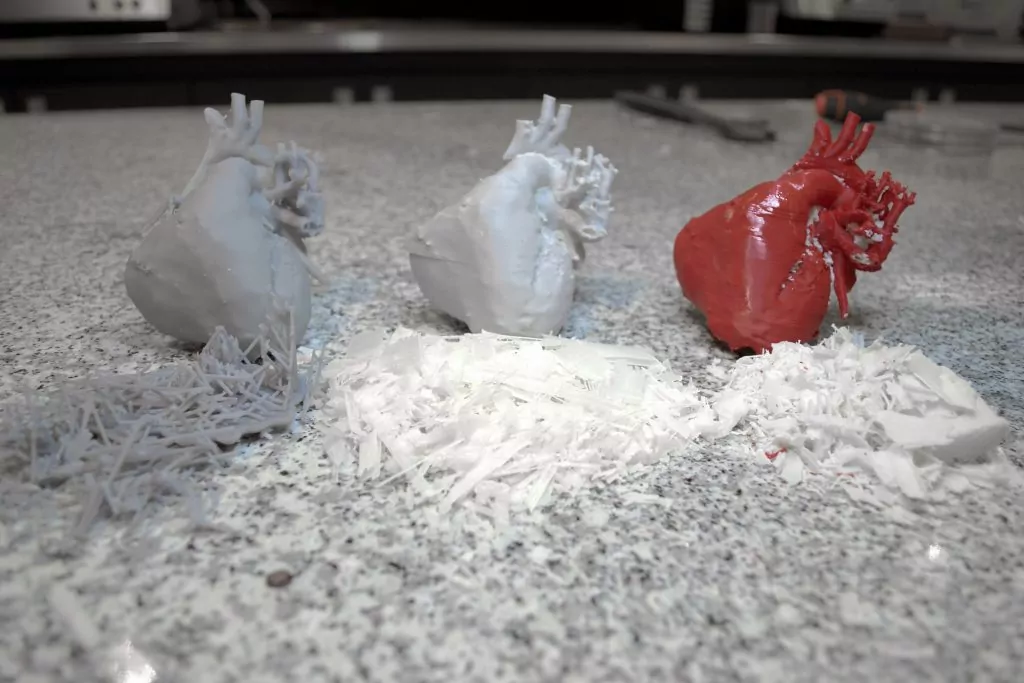
Na fot. 2 widać wydruki (od lewej): wykonane z żywicy (SLA), ABS (FDM), PLA (FDM) i PA12 (SLS). W przypadku technologii FDM struktury podporowe (najczęściej generowane automatycznie w krajarce) są dość gęste i ze względu na geometrię modelu ich ilość jest znacząca. Niestety w tego typu geometrii przy użyciu tej technologii nie będziemy w stanie osiągnąć pożądanego efektu. Nawet gdy zastosujemy rozpuszczalne struktury podporowe – ingerują one w powierzchnię, co pozostawi zniekształcenia w konstrukcji. W przypadku serca także niektóre elementy lub boki nie zostały poprawnie wydrukowane z powodu swoich małych rozmiarów. Warstwy są wyraźnie widoczne, zasłaniają drobne elementy modelu, które mogą mieć znaczenie ze względów medycznych. Ponadto zastosowanie obróbki końcowej do wygładzenia powierzchni może spowodować utratę szczegółów w obrębie wydruku.
W technologii SLA zarówno powierzchnia, jak i odwzorowanie elementów są znacznie lepsze. Mimo to w niektórych przypadkach struktury podporowe są tak duże, że nie jest możliwe ich usunięcie bez uszkodzenia modelu (zwłaszcza takiego z małymi wystającymi elementami – zbliżenie na małe elementy). Ponadto usunięcie struktur podporowych pozostawiło zniekształcenia w miejscach, do których jest bardzo trudno dotrzeć za pomocą narzędzi, mogącymi uszkodzić delikatny model. W technologii SLS, oczywiście, te dodatkowe drukowane struktury nie istnieją, ponieważ proszek, który stanowił podparcie dla modelu, został usunięty w piaskarce po procesie drukowania. Pozwoliło to na stworzenie znacznie większej liczby detali niż w przypadku modelu z żywicy.



Obróbka końcowa
Usunięcie struktur podporowych pociąga za sobą dodatkowy czas poświęcony na przygotowanie modeli. W przypadku modeli ABS i PLA może to zająć dużo czasu, zwłaszcza jeśli powierzchnia modelu jest szorstka, a podpora nie odchodzi łatwo. Tak było w przypadku dwóch modeli serc. W niektórych miejscach modelu podporę można było łatwo usunąć, podczas gdy w innych było to niemożliwe pomimo dodania dużej siły. W przypadku modelu z żywicy obróbka była dosyć prosta – struktury w przewężeniu pomiędzy powierzchnią modelu a strukturą musiały zostać odcięte. Jednak, aby nie uszkodzić tak złożonego modelu, wymagało to dużo czasu i mimo wszystko pozostawiało zniekształcenia. W przypadku modelu SLS na szczęście nie mamy odpadów – pozostały z procesu drukowania proszek można odświeżyć (lub w niektórych przypadkach nawet nie trzeba) i ponownie wykorzystać.
Powierzchnia
Najlepszą jakość powierzchni osiąga się przy użyciu technologii SLS i SLA. Pomijamy tu technologię FDM, która również może tworzyć modele o znakomitej powierzchni i małej widoczności warstw, ale nie przy tak złożonych modelach. Nie jest możliwe uzyskanie wysokiej jakości wykończenia powierzchni na całym elemencie. Technologie SLS i SLA są bardzo podobne, jeśli chodzi o słabą widoczność warstw, ale w przypadku modelu serca wyraźnie widoczne są ostrzejsze detale i większa szczegółowość powierzchni. Modele żywiczne wydają się być w znacznym stopniu wygładzone. Wiele drobnych detali w modelu z żywicy połączyło się ze strukturami podporowymi, pozostawiając jedynie zniekształcenia powierzchni.
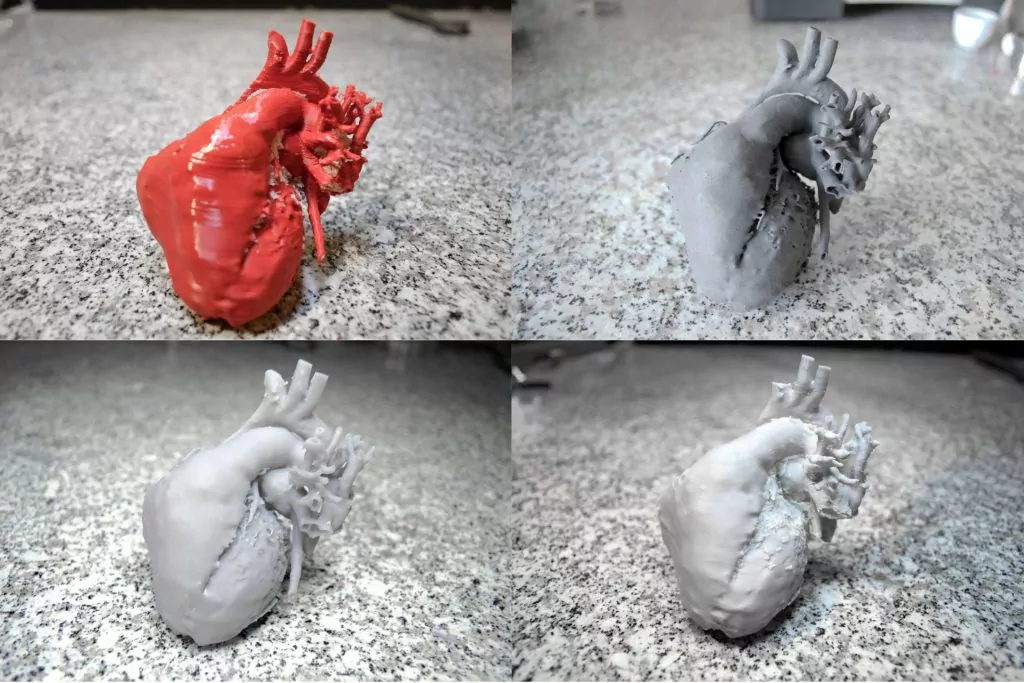
Wewnętrzne powierzchnie uzyskane za pomocą metody SLS są nieco lepsze od tych wykonanych przez SLA – bez zniekształceń, bez dodatkowych struktur, bez mechanicznej ingerencji. W zastosowaniach medycznych, zarówno dla badań, jak i przygotowania chirurgicznego, jakość powierzchni zagłębień wewnętrznych jest tak samo newralgiczna, jak cechy zewnętrzne.
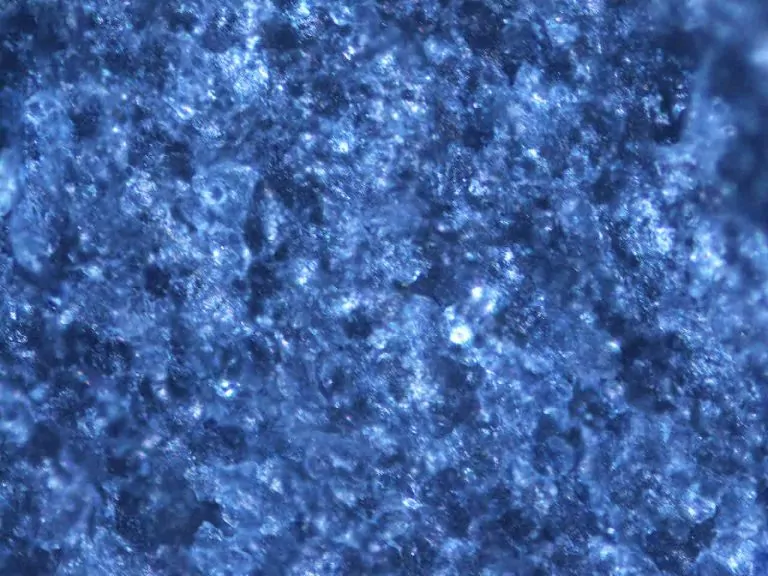

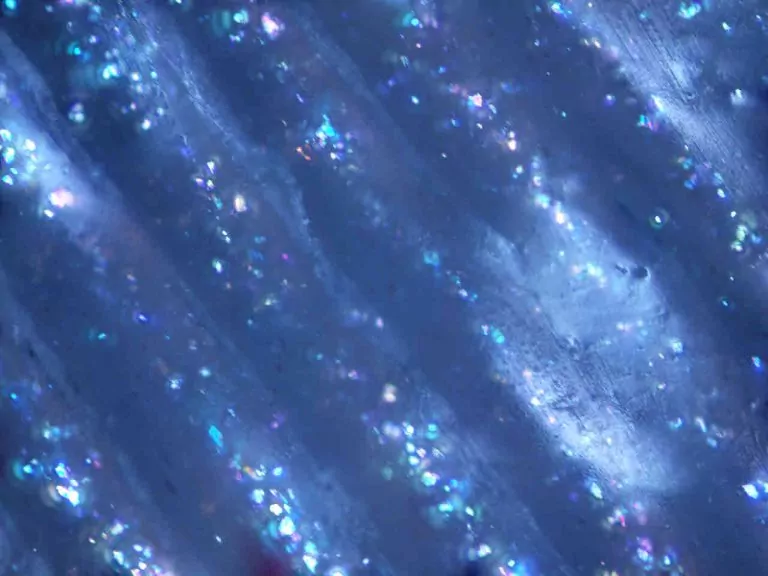
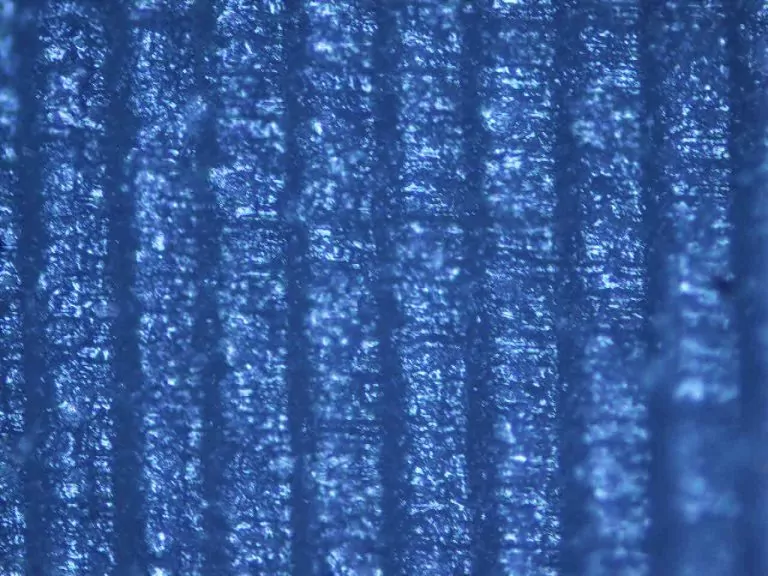
W obrazie mikroskopowym FDM ma duże zaokrąglone warstwy widoczne na powierzchni – nawet bez mikroskopu. Technologie na bazie żywicy mogą stosować bardzo cienkie warstwy, które są także płaskie, co sprawia, że wyglądają gładko. W przypadku FDM powierzchnia jest szorstka, a warstwy nie są widoczne pod mikroskopem – modele, choć matowe, są gładkie i bez widocznych gołym okiem warstw.
Precyzja
Ze względu na obecność pozostałości struktur podporowych niektóre geometrie nie mogły osiągnąć odpowiedniej dokładności. W niektórych zagłębieniach było za dużo dodatkowego materiału, że nie był możliwy nawet pomiar. W przypadku tak złożonych modeli jak przykład serca do usunięcia takich struktur potrzeba wielu specjalistycznych i precyzyjnych narzędzi.
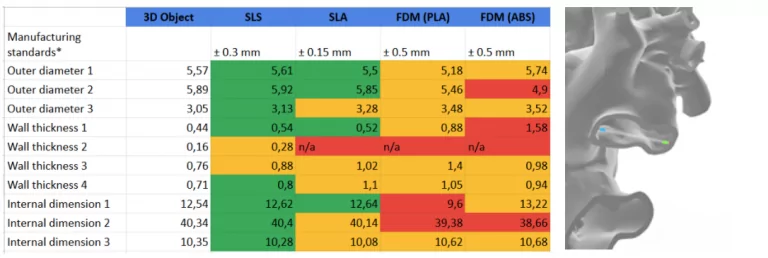
W przypadku modelu z żywicy okazało się również, że w głębi modelu proces utwardzania materiału nie został całkowicie zakończony, co spowodowało rozmycie się geometrii. W przypadku pomiarów dokładności, technologia SLS dużo zyskuje dzięki brakowi struktur podporowych – w większości przypadków pomiary mieściły się w granicach +/- 0,1 mm, co można uznać za wysoką dokładność (standard produkcji wg 3D Hubs w technologii SLS wynosi +/- 0,3 mm).
SLS jako idealne rozwiązanie dla modeli medyczno-organicznych
SLS to technologia umożliwiająca tworzenie geometrii często niemożliwych do pełnego zrealizowania innymi metodami. Przykład serca pokazuje, że personel medyczny, pracujący na tak skomplikowanych modelach, ocenia część wykonaną przy użyciu SLS za najbardziej użyteczną – przedstawiającą najwięcej szczegółów geometrii. Ponadto nie pozostawiającą żadnych zniekształceń, zapewniając swoją precyzyjność. Po szybkiej i łatwej obróbce końcowej możliwe jest przygotowanie modelu do dalszej analizy zaraz po wydrukowaniu. Dzięki Sinterit Lisa i nowej gamie urządzeń peryferyjnych w zakresie drukowania, łatwiej jest uzyskać wysokiej jakości i o wysokiej zgodności części, o złożonych geometriach, wykraczających poza zakres innych technologii drukowania.