PA12 Industrial
Wysoce odporne tworzywo nylon 12 o bardzo dobrej dokładności wymiarowej wydruków
KUP TERAZ
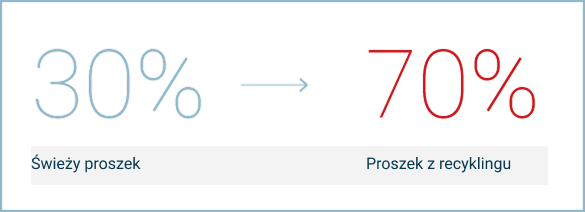
Co to jest współczynnik odświeżania?
To stosunek minimalnej ilości świeżego proszku, którą należy dodać do mieszanki materiału używanego w drukarce SLS. Im niższy współczynnik odświeżania, tym większa opłacalność materiału.
Jak to działa
Wymagana ilość świeżego proszku jest automatycznie obliczana przez nasze oprogramowanie i wyświetlana na ekranie drukarki po zakończeniu wydruku. Wystarczy dodać wskazaną ilość świeżego materiału do cyklu mieszania z już używanym proszkiem – i możesz rozpocząć kolejny wydruk ze zregenerowanym materiałem.
Aby rozpocząć drukowanie w technologii SLS, potrzebujesz pakietu startowego proszku. Później wystarczy już tylko uzupełniać zużyty proszek świeżym materiałem.

PA12 Industrial to wysoce odporny proszek Nylon 12 do druku w technologii SLS, zaprojektowany specjalnie dla drukarek Sinterit Lisa X i urządzeń o podobnych parametrach. Oferuje doskonałą wytrzymałość mechaniczną, odporność chemiczną, wysoką dokładność wymiarową oraz biokompatybilność. Idealnie nadaje się do funkcjonalnych prototypów, przyrządów i uchwytów montażowych oraz części końcowego użytku.
Proszek ma temperaturę topnienia 184,4 °C. Do druku nie jest wymagana atmosfera azotowa.
Dzięki średniej wielkości cząstek (D50) na poziomie ~62 µm oraz gęstości nasypowej 505 kg/m³, materiał zapewnia bardzo dobrą precyzję wymiarową i stabilność rezultatów drukowania.
Tak. Aby utrzymać wysoką jakość druku, w każdym cyklu należy mieszać około 30 % świeżego proszku PA12 Industrial z 70 % proszku używanego.
Tak, został przetestowany zgodnie z normą ISO 10993 i uznany za niecytotoksyczny i niepowodujący podrażnień. Jednak końcowe zastosowanie materiału musi być każdorazowo zweryfikowane przez producenta części.
Oficjalnie zatwierdzony do pracy z drukarkami Sinterit Lisa X oraz SUZY.
Doskonale sprawdza się w przypadku funkcjonalnych prototypów, uchwytów i przyrządów montażowych, części końcowego użytku, komponentów odpornych chemicznie oraz elementów wymagających wysokiej precyzji wymiarowej.
Proszek ma średnioszary kolor i matowe wykończenie powierzchni, co zapewnia przemysłowy wygląd i estetykę gotowych wydruków.
Otrzymaliśmy drukarkę Suzy i rozpoczęliśmy druk z wykorzystaniem PA11.5. Pierwsze wydruki wypadły naprawdę świetnie. Co jednak robi największe wrażenie, to fakt, że udało nam się skrócić czas druku dla pełnego pola roboczego o ponad pięćdziesiąt procent. Bardzo dziękuję za przekonanie mnie do przejścia z PA12 – to była świetna decyzja. Jestem przekonany, że do końca roku uda nam się wdrożyć nową linię produktów opartą na PA11.5.
Lisa X od Sinterit pozwoliła nam skrócić czas realizacji i tworzyć lepsze rozwiązania — szybciej, co pomaga nam zadowolić naszych klientów. Rozważaliśmy inne metody druku 3D oraz innych producentów, ale ostatecznie zdecydowaliśmy się na technologię SLS i wybraliśmy Sinterit ze względu na świetną komunikację i możliwość pracy na otwartych materiałach. Tego nie znaleźliśmy u innych dostawców przystępnych cenowo drukarek SLS klasy podstawowej.
Zakup drukarki Lisa X rozwiązał wiele naszych problemów. Urządzenie ma na tyle dużą przestrzeń roboczą, że prawie zawsze możemy drukować duże komponenty jako jeden element. Nie byłoby to możliwe przy konkurencyjnych rozwiązaniach druku 3D w technologii SLS.
Głównym powodem, dla którego firma Somfy zdecydowała się na technologię SLS od Sinterit, była wydajność. Możliwość drukowania wielu elementów w jednej serii okazała się przełomowa.
Kiedy przyglądaliśmy się serii drukarek Lisa albo ogólnie firmie Sinterit, w porównaniu z innymi producentami, najbardziej spodobały nam się dwie rzeczy: materiały, które są otwarte (open source), co oznacza, że nie jesteśmy przywiązani do jednej marki […]. Możemy swobodnie rozejrzeć się po rynku i wybrać taki materiał, który najlepiej sprawdzi się do danego elementu.
Wybierz drukarkę 3D skrojoną na miarę!

Koszty, zwrot z inwestycji, wsparcie techniczne, jakość i szybkość druku – to mogą być Twoje kluczowe kwestie. Pomogliśmy już tysiącom firm znaleźć idealne rozwiązanie.