PA11 CF
Jedno z najmocniejszych i najbardziej wszechstronnych materiałów dostępnych na rynku proszków dedykowanych technologii druku SLS
KUP TERAZ

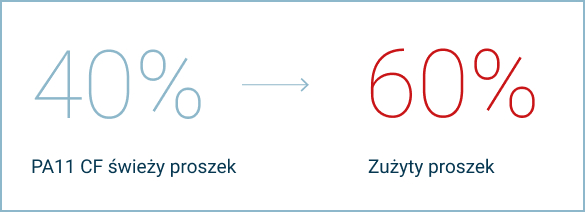
Czym jest współczynnik odświeżania (refresh rate)?
Współczynnik odświeżania to stosunek minimalnej ilości świeżego proszku potrzebnego do zmieszania z proszkiem używanym w technologii druku 3D SLS.
Im niższy współczynnik odświeżania, tym wyższa efektywność kosztowa materiału.
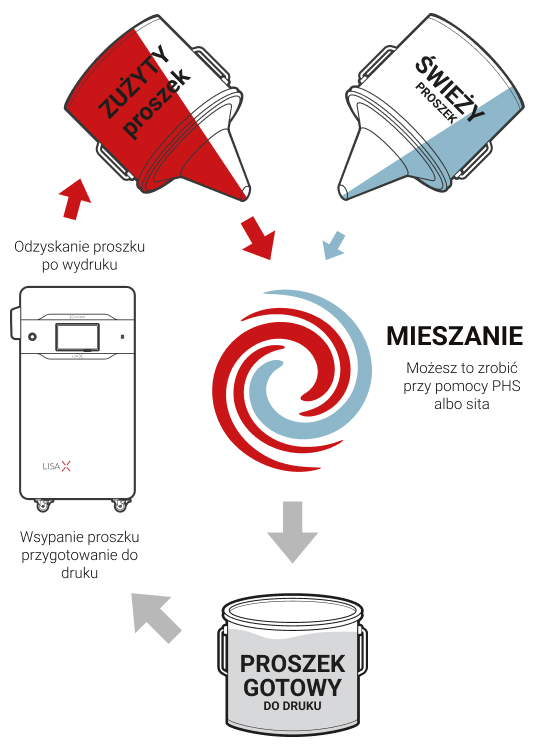
Jak to działa?
Ilość świeżego proszku potrzebna do odświeżenia materiału jest automatycznie obliczana przez nasze oprogramowanie i wyświetlana na ekranie drukarki po zakończeniu pracy.
Wystarczy dodać wskazaną ilość świeżego materiału do cyklu mieszania z proszkiem pozostałym po poprzednim wydruku – i można rozpocząć kolejny proces z odświeżonym proszkiem.
Otrzymaliśmy drukarkę Suzy i rozpoczęliśmy druk z wykorzystaniem PA11.5. Pierwsze wydruki wypadły naprawdę świetnie. Co jednak robi największe wrażenie, to fakt, że udało nam się skrócić czas druku dla pełnego pola roboczego o ponad pięćdziesiąt procent. Bardzo dziękuję za przekonanie mnie do przejścia z PA12 – to była świetna decyzja. Jestem przekonany, że do końca roku uda nam się wdrożyć nową linię produktów opartą na PA11.5.
Lisa X od Sinterit pozwoliła nam skrócić czas realizacji i tworzyć lepsze rozwiązania — szybciej, co pomaga nam zadowolić naszych klientów. Rozważaliśmy inne metody druku 3D oraz innych producentów, ale ostatecznie zdecydowaliśmy się na technologię SLS i wybraliśmy Sinterit ze względu na świetną komunikację i możliwość pracy na otwartych materiałach. Tego nie znaleźliśmy u innych dostawców przystępnych cenowo drukarek SLS klasy podstawowej.
Zakup drukarki Lisa X rozwiązał wiele naszych problemów. Urządzenie ma na tyle dużą przestrzeń roboczą, że prawie zawsze możemy drukować duże komponenty jako jeden element. Nie byłoby to możliwe przy konkurencyjnych rozwiązaniach druku 3D w technologii SLS.
Głównym powodem, dla którego firma Somfy zdecydowała się na technologię SLS od Sinterit, była wydajność. Możliwość drukowania wielu elementów w jednej serii okazała się przełomowa.
Kiedy przyglądaliśmy się serii drukarek Lisa albo ogólnie firmie Sinterit, w porównaniu z innymi producentami, najbardziej spodobały nam się dwie rzeczy: materiały, które są otwarte (open source), co oznacza, że nie jesteśmy przywiązani do jednej marki […]. Możemy swobodnie rozejrzeć się po rynku i wybrać taki materiał, który najlepiej sprawdzi się do danego elementu.
– Przechowuj proszek w warunkach pokojowych (~23°C i 50% wilgotności – im niższa wilgotność, tym lepiej).
– Zawsze przechowuj materiał w szczelnie zamkniętym, suchym pojemniku.
– Nie zostawiaj otwartego pojemnika.
– Czyść urządzenie bezpośrednio po zakończonym wydruku i od razu przechowuj materiał po wyciągnięciu wydruku.
– Nie zostawiaj proszku w drukarce na dłużej niż kilka godzin.
– Umieść kilka pochłaniaczy wilgoci (np. saszetek z silikonem) w pojemniku (ale nie w drukarce).
W razie pytań skontaktuj się z działem wsparcia Sinterit.
Proszek startowy to gotowy do użycia materiał do drukarki.
W Sinterit rozróżniamy trzy stany proszku: gotowy do druku, używany i świeży.
Używany – pozostałość po druku, znajdująca się w pojemniku na nadmiar proszku lub jako pozostałość po czyszczeniu modelu.
Świeży – nowy proszek służący do odświeżania. Mieszając go z używanym, uzyskujemy produkt gotowy do druku.
Gotowy do druku – który można bezpośrednio wsypać do drukarki i rozpocząć drukowanie.
Drukowanie wyłącznie ze świeżego proszku jest możliwe, ale ekonomicznie nieopłacalne. Dlatego drukarki Sinterit są zoptymalizowane do pracy na proszku odświeżonym.
Proszek poliamidowy używany w technologii SLS to drobna materia cząsteczkowa (poniżej 40 μm), która może stanowić zagrożenie wybuchowe przy odkurzaniu zwykłym odkurzaczem.
Zgodnie z przepisami BHP i normami jakości powietrza, należy stosować wyłącznie certyfikowane odkurzacze przemysłowe ATEX. Więcej informacji o odkurzaczu ATEX można znaleźć tutaj.
W razie pytań skontaktuj się z działem wsparcia Sinterit.
PA11 Carbon Fiber to kompozytowy proszek na bazie poliamidu 11 wzmocniony włóknem węglowym. Jest bio-pochodny i oferuje:
– doskonałą wytrzymałość mechaniczną,
– wysoką odporność cieplną,
– sztywność strukturalną.
Jest to jeden z najmocniejszych proszków SLS dostępnych na rynku.
Idealny do:
– części motoryzacyjnych o wysokich parametrach,
– komponentów do motorsportu,
– elementów lotniczych i kosmicznych,
– narzędzi serwisowych i protetyki,
– elementów pracujących w ekstremalnych warunkach.
– Lisa Pro
– Lisa X
Tak, drukowanie z PA11 CF wymaga środowiska azotowego.
40%, co oznacza, że 40% proszku w kolejnym drukowaniu musi być świeży.
– Wytrzymałość na rozciąganie: 65,9 MPa
– Wytrzymałość na zginanie: 87,3 MPa
– Udarność (Charpy, bez karbu): do 73,9 kJ/m²
– Temperatura topnienia: 197°C
– Temperatura ugięcia pod obciążeniem (HDT B): do 190°C
To najwyższy poziom odporności termicznej wśród proszków Sinterit.
Dobra jakość powierzchni, wysoka sztywność, stabilność wymiarowa i odporność chemiczna.
Czarne, o profesjonalnym, technicznym wyglądzie.
Tak, pochodzi z oleju rycynowego, co czyni go zrównoważonym i przyjaznym środowisku wyborem wśród materiałów inżynieryjnych.
Wybierz drukarkę 3D skrojoną na miarę!

Koszty, zwrot z inwestycji, wsparcie techniczne, jakość i szybkość druku – to mogą być Twoje kluczowe kwestie. Pomogliśmy już tysiącom firm znaleźć idealne rozwiązanie.