PA11 ESD
Biopochodny materiał nylonowy z odpornością na wysoką temperaturę i właściwościami ESD
KUP TERAZ

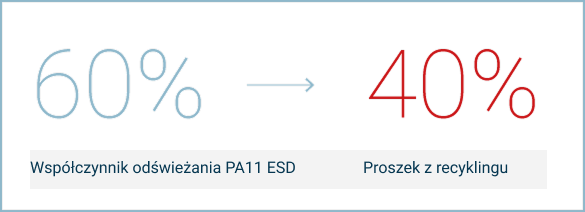
Czym jest współczynnik odświeżania?
Jest to stosunek minimalnej ilości świeżego proszku, który musi być dodany do mieszaniny materiału używanego w drukarce 3D SLS. Im niższy współczynnik odświeżania, tym większa opłacalność materiału.
Jak to działa
Wymagana ilość świeżego proszku jest automatycznie obliczana przez nasze oprogramowanie i wyświetlana na ekranie drukarki po zakończeniu pracy. Wystarczy dodać wskazaną ilość materiału do cyklu mieszania z proszkiem używanym i można rozpocząć kolejne zadanie z odświeżonym materiałem.
Otrzymaliśmy drukarkę Suzy i rozpoczęliśmy druk z wykorzystaniem PA11.5. Pierwsze wydruki wypadły naprawdę świetnie. Co jednak robi największe wrażenie, to fakt, że udało nam się skrócić czas druku dla pełnego pola roboczego o ponad pięćdziesiąt procent. Bardzo dziękuję za przekonanie mnie do przejścia z PA12 – to była świetna decyzja. Jestem przekonany, że do końca roku uda nam się wdrożyć nową linię produktów opartą na PA11.5.
Lisa X od Sinterit pozwoliła nam skrócić czas realizacji i tworzyć lepsze rozwiązania — szybciej, co pomaga nam zadowolić naszych klientów. Rozważaliśmy inne metody druku 3D oraz innych producentów, ale ostatecznie zdecydowaliśmy się na technologię SLS i wybraliśmy Sinterit ze względu na świetną komunikację i możliwość pracy na otwartych materiałach. Tego nie znaleźliśmy u innych dostawców przystępnych cenowo drukarek SLS klasy podstawowej.
Zakup drukarki Lisa X rozwiązał wiele naszych problemów. Urządzenie ma na tyle dużą przestrzeń roboczą, że prawie zawsze możemy drukować duże komponenty jako jeden element. Nie byłoby to możliwe przy konkurencyjnych rozwiązaniach druku 3D w technologii SLS.
Głównym powodem, dla którego firma Somfy zdecydowała się na technologię SLS od Sinterit, była wydajność. Możliwość drukowania wielu elementów w jednej serii okazała się przełomowa.
Kiedy przyglądaliśmy się serii drukarek Lisa albo ogólnie firmie Sinterit, w porównaniu z innymi producentami, najbardziej spodobały nam się dwie rzeczy: materiały, które są otwarte (open source), co oznacza, że nie jesteśmy przywiązani do jednej marki […]. Możemy swobodnie rozejrzeć się po rynku i wybrać taki materiał, który najlepiej sprawdzi się do danego elementu.
Proszek Starter to proszek gotowy do druku.
W Sinterit rozróżniamy trzy stany proszku: Print-ready (gotowy do druku), Used (zużyty), Fresh (świeży).
Used to proszek pozostały po wydruku — znajdujący się w zbiorniku przelewowym lub pozostały po czyszczeniu detali.
Fresh to proszek świeży, używany do odświeżenia materiału.
Po zmieszaniu Fresh z Used otrzymujemy Print-ready — proszek gotowy do bezpośredniego użycia w drukarce.
Choć można drukować z proszku Fresh, nie jest to ekonomicznie optymalne. Dlatego drukarki Sinterit są zoptymalizowane do pracy z Print-ready.
Proszek poliamidowy stosowany w druku SLS to materiał drobnoziarnisty — cząsteczki mają zwykle poniżej 40 mikrometrów. Wciągnięcie ich zwykłym odkurzaczem może spowodować wybuch.
Zgodnie z przepisami BHP i jakości powietrza w miejscu pracy, takie materiały powinny być usuwane wyłącznie odkurzaczami przemysłowymi z certyfikatem ATEX.
Więcej informacji o odkurzaczu ATEX można znaleźć tutaj.
Zdecydowanie tak. PA11 ESD jest antystatyczny, wymiarowo stabilny i ma doskonałe właściwości termiczne — idealny do precyzyjnych komponentów, obudów elektronicznych i narzędzi produkcyjnych.
PA11 ESD to biopochodny proszek nylonowy z właściwościami rozpraszającymi ładunki elektrostatyczne (ESD) oraz zwiększoną odpornością cieplną. Jest przeznaczony do tworzenia części, które wymagają ochrony przed ESD i stabilności wymiarowej.
Tak. PA11 ESD to materiał biopochodny, co czyni go bardziej zrównoważoną opcją w druku przemysłowym.
ESD (Electrostatic Discharge) — wyładowanie elektrostatyczne. Materiały ESD, takie jak PA11 ESD, są kluczowe w branżach takich jak elektronika i motoryzacja, gdzie ładunki elektrostatyczne mogą uszkodzić wrażliwe komponenty.
PA11 ESD jest kompatybilny z drukarką Sinterit Lisa X.
Aby zachować stabilność materiału i jakość wydruku, PA11 ESD wymaga atmosfery azotowej podczas procesu SLS.
Materiał cechuje się wysoką stabilnością wymiarową i niską chłonnością wody – tylko 0,16%.
Idealnie nadaje się do:
– narzędzi i testerów w produkcji elektroniki,
– obudów elektronicznych,
– komponentów motoryzacyjnych,
– innych precyzyjnych części technicznych.
Tak. Dzięki odporności cieplnej i właściwościom ESD, PA11 ESD świetnie sprawdza się w częściach motoryzacyjnych.
Zdecydowanie. Dzięki ochronie ESD, PA11 ESD nadaje się do obudów i elementów konstrukcyjnych wrażliwych na ładunki elektrostatyczne.
Rekomendowany współczynnik to 60%, czyli do zużytego proszku należy dodać 60% świeżego.
Wydruk realizowany jest za pomocą Sinterit Studio Advanced.
Właściwości mogą różnić się w zależności od:
– projektu detalu,
– orientacji na platformie,
– metod post-processingu.
Optymalizacja geometrii i układu części znacząco wpływa na wytrzymałość i jakość powierzchni.
Tak — pod warunkiem, że zachowany jest prawidłowy współczynnik odświeżania i odpowiednie warunki przechowywania, można oczekiwać powtarzalnych rezultatów.
Wybierz drukarkę 3D skrojoną na miarę!

Koszty, zwrot z inwestycji, wsparcie techniczne, jakość i szybkość druku – to mogą być Twoje kluczowe kwestie. Pomogliśmy już tysiącom firm znaleźć idealne rozwiązanie.