Jak vapor smoothing (wygładzanie parowe) zmienia druk 3D w technologii SLS
W świecie produkcji addytywnej jakość powierzchni często decyduje o tym, czy wydruk 3D nadaje się do zastosowań funkcjonalnych, czy tylko prezentacyjnych. Dlatego z dumą ogłaszamy nową współpracę Sinterit z firmą AMTechnologies — liderem w dziedzinie profesjonalnych rozwiązań do postprocessingu — oferującym system wygładzania parowego SFX jako część naszej rozszerzonej oferty produktowej. W tym artykule wyjaśnimy, czym jest wygładzanie parowe i dlaczego ta technologia to przełom dla wydruków SLS.
Czym jest wygładzanie parowe (vapour smoothing)?
Wygładzanie parowe to fizyczna technika postprocessingu, która wykorzystuje kontrolowaną parę rozpuszczalnika do stopienia i przetopienia zewnętrznej powierzchni polimerowych wydruków 3D. Proces ten uszczelnia mikropory, wygładza teksturę powierzchni i nadaje częściom wypolerowany, wysokiej jakości wygląd. Z perspektywy użytkownika jest to bardzo proste — wystarczy włączyć urządzenie SFX firmy AMT, poczekać na jego rozgrzanie, wybrać odpowiedni preset, włożyć modele, poczekać na zakończenie procesu i wyjąć gotowe części — to naprawdę proste!

Dlaczego to szczególnie wartościowe dla SLS?
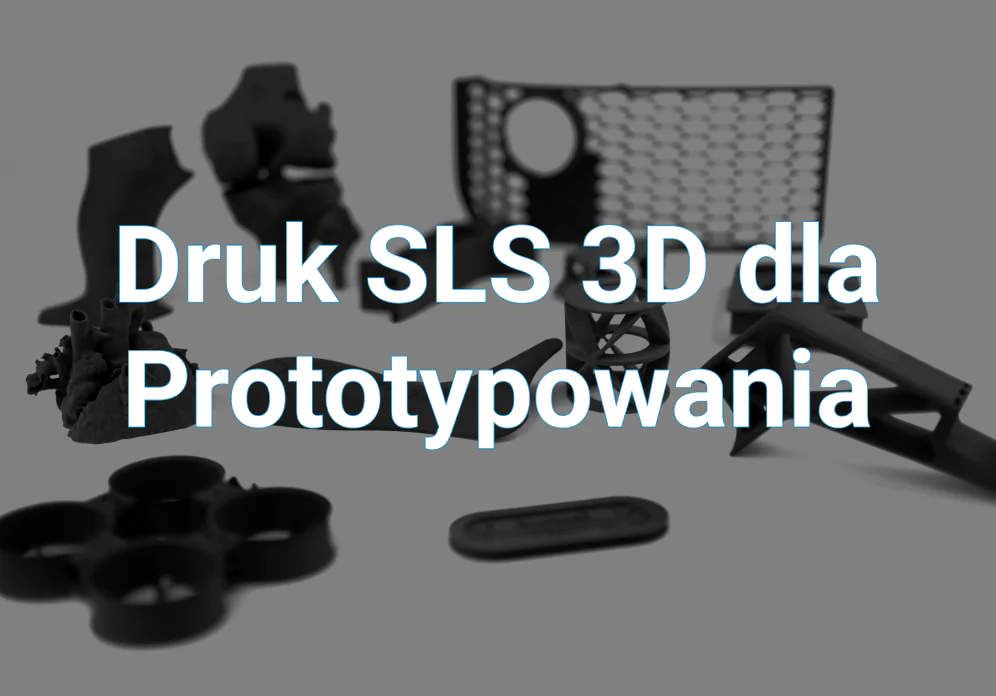
Technologia selektywnego spiekania laserowego (SLS) doskonale sprawdza się w tworzeniu wytrzymałych, złożonych części bez konieczności stosowania struktur podporowych. Świetnie sprawdzają się one w wielu zastosowaniach — od prototypowania po produkcję końcową. Jednak wydruki SLS często mają chropowatą, matową i porowatą powierzchnię, co może ograniczać ich użyteczność w bardziej wymagających aplikacjach.
Wygładzanie parowe rozwiązuje te problemy poprzez:
- poprawę estetyki powierzchni oraz jej odczuwalnej jakości,
- uszczelnienie porowatych powierzchni,
- zmniejszenie chropowatości.
Jak łatwe jest użycie wygładzania parowego dla wydruków SLS?
Proces zaczyna się tam, gdzie kończy się druk — z gotowym wydrukiem w ręku. Dobrym pomysłem jest dodatkowa dbałość o modele podczas piaskowania, aby w pełni wykorzystać potencjał wygładzania parowego. Urządzenie SFX upraszcza i przyspiesza cały postprocessing.
Kroki:
- Jeśli masz kolejną partię — możesz ją załadować od razu, ponieważ urządzenie jest już nagrzane.
- Włącz urządzenie i wybierz odpowiedni preset (średnia grubość ścianek, stopień wykorzystania komory, poziom wygładzania), a następnie poczekaj na rozgrzanie.
- W międzyczasie przygotuj modele na stelażach. Zawieszenie ich na hakach zapewni najlepsze rezultaty.
- Proces wygładzania trwa od 1,5 do 4 godzin. W tym czasie możesz przygotować kolejną partię, zaplanować następny wydruk albo po prostu odpocząć.
- Modele są gotowe! Można je używać od razu po wyjęciu z urządzenia, choć warto pozwolić im chwilę ostygnąć.

Korzyści z vapor (vapour) samoothingu w SLS
Efektem procesu są gładkie, półbłyszczące części w głębokim czarnym kolorze — najczęściej stosowanym w barwieniu wydruków. Dla niewprawnego oka wydruki po wygładzaniu parowym mogą wyglądać niemal identycznie jak części formowane wtryskowo, co znacząco zwiększa ich wartość jako komponentów końcowego użytku. Poprawa dotyczy jednak nie tylko wyglądu. Dodatkowe zalety to:
- eliminacja porowatości poprawiająca szczelność uszczelek, obudów i elementów cieczowych,
- łatwiejsze czyszczenie modeli,
- lepsze właściwości przepływu cieczy dla kanałów i obudów.
Inteligentniejszy, zintegrowany workflow
Dzięki włączeniu systemu SFX firmy AMTechnologies do naszej oferty urządzeń do postprocessingu, umożliwiamy użytkownikom przeprowadzenie pełnego procesu — od proszku do wypolerowanej czerni — całkowicie we własnym zakresie. Niezależnie od tego, czy pracujesz nad prototypami, produkcją krótkoseryjną czy końcowymi produktami — wygładzanie parowe nadaje wydrukom ostateczny, profesjonalny szlif.
Gotowy na upgrade swoich wydruków SLS, aby były gładsze, mocniejsze i bardziej profesjonalne?
Poznaj nasze rozwiązania do vapor smoothingu lub skontaktuj się z naszym zespołem, aby dowiedzieć się, jak system SFX może usprawnić Twój workflow.
Co dalej?
W kolejnym wpisie na blogu zagłębimy się w temat przygotowania modeli do wygładzania parowego, omawiając porady projektowe, kwestie materiałowe i ograniczenia, które warto mieć na uwadze: artykuł tutaj.
FAQ
Jak wygląda krok po kroku proces wygładzania parowego?
Włącz urządzenie SFX firmy AMT, wybierz odpowiednie presety (grubość ścianek, wykorzystanie komory, poziom wygładzania), poczekaj na rozgrzanie, włóż modele, poczekaj na zakończenie procesu i wyjmij modele z urządzenia.
Czy wygładzanie parowe osłabia części?
Co do zasady — nie, raczej je wzmacnia. Ponieważ modele są podgrzewane do temperatur powyżej 120°C, niektóre bardzo cienkie struktury mogą nie nadawać się do wygładzania parowego. Temat ten będzie szerzej omówiony w kolejnym artykule.
Ile trwa proces wygładzania parowego?
Rozgrzewanie urządzenia SFX zajmuje około 1,5 godziny. Sam proces postprocessingu trwa od 1,5 (dla cieńszych ścianek) do 4 godzin (dla grubszych) dla jednej partii.
Czy mogę stosować wygładzanie parowe do części medycznych lub mających kontakt z żywnością?
Proces wygładzania wykorzystuje bezpieczne substancje, które nie wpływają na bezpieczeństwo kontaktu z żywnością. Jednak certyfikaty zazwyczaj wydawane są indywidualnie, w zależności od konkretnego procesu i zastosowania.
Czy wygładzanie parowe redukuje widoczne linie warstw?
Wygładzanie poprawia jakość powierzchni, ale nie rozwiąże problemów z samym modelem. Jeśli model był drukowany w nieodpowiedniej orientacji, warstwy mogą stać się bardziej widoczne. Dlatego odpowiednia orientacja modeli podczas druku jest kluczowa. Temat ten również zostanie szerzej omówiony w kolejnym wpisie.
Czy można stosować ten sam proces do prototypów i części końcowych?
Jak najbardziej – wygładzanie parowe świetnie sprawdza się również w prototypowaniu, szczególnie jeśli chodzi o elementy mechaniczne lub takie, które muszą działać w przewodach, zaworach itp. Nawet ogólne prototypy skorzystają na tym procesie, bo pozwala on zobaczyć, jak model może wyglądać w scenariuszu formowania wtryskowego.