



Drukarki 3D
Drukarki 3D SLS
Urządzenia peryferyjne
Ekosystem drukarek
Konsultacje eksperckie na żywo
A gdyby Twój proces był dopasowany do Twoich potrzeb
…a nie do zewnętrznych ograniczeń?
Sinterit umożliwia nowe podejście do produkcji części — takie, które daje Twojemu zespołowi więcej czasu, lepszą kontrolę kosztów, większą elastyczność i więcej przestrzeni na innowacje.
10+
Lat Doświadczenia na Rynku
80+
Krajów, w których Działamy
3000+
Zaawansowanych Projektów Inżynierii 3D
Stworzona dla firm potrzebujących większej swobody materiałowej. Dzięki technologii lasera CO₂ system otwiera dostęp do białych, naturalnych i barwionych materiałów, umożliwiając realizację aplikacji, które dotąd były niedostępne dla kompaktowych systemów SLS.
Najbardziej przystępna cenowo drukarka 3D SLS na rynku. Zaprojektowana z myślą o niezawodności, szybkości i jakości, aby profesjonalny druk 3D był dostępny dla każdego.
Wykorzystaj pełny potencjał technologii SLS dzięki systemowi otwartemu. Eksperymentuj z szeroką gamą proszków i przesuwaj granice zaawansowanego prototypowania.
Oferujemy szeroki wybór kompletnych rozwiązań w technologii druku SLS — od kompaktowych zestawów startowych, idealnych do badań i prototypowania, po w pełni wyposażone systemy produkcyjne.
Każdy zestaw został zaprojektowany tak, aby wspierać wszystkie etapy procesu wytwarzania addytywnego, z możliwością rozszerzenia o urządzenia do post-processingu, takie jak stacje do odpylania czy jednostki do wygładzania parowego, co gwarantuje optymalną jakość i wydajność części.
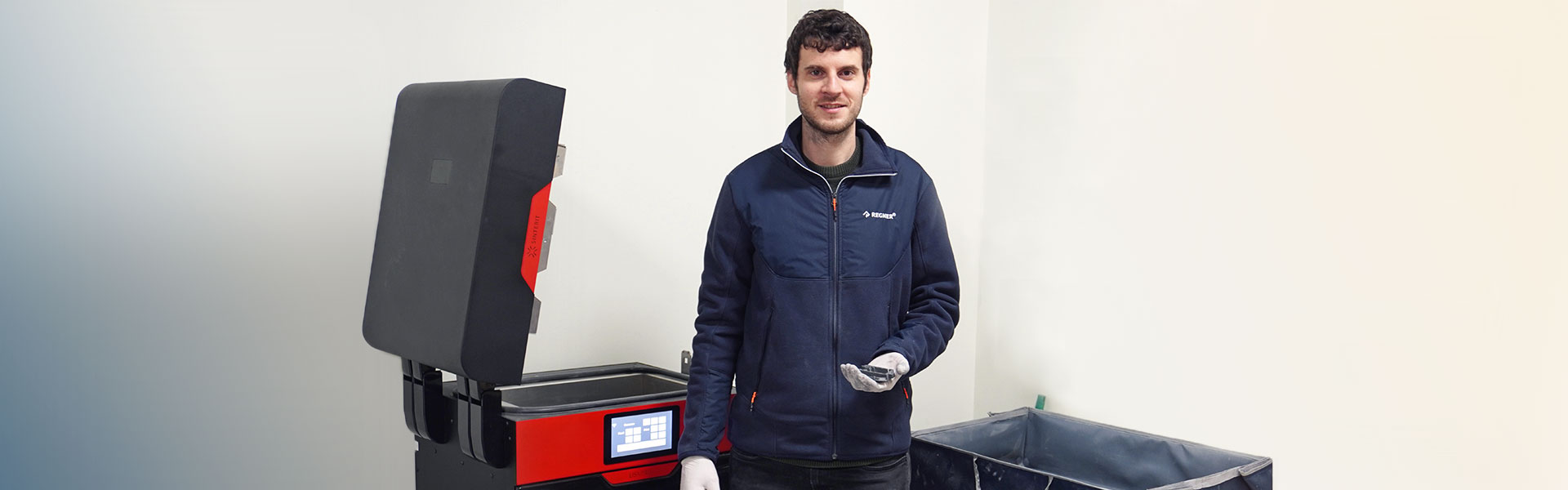
Nasi inżynierowie aplikacyjni i doradcy techniczni pomogą Ci skonfigurować rozwiązanie idealnie dopasowane do Twoich potrzeb, zapewniając płynną integrację z istniejącym środowiskiem produkcyjnym.
Drukarka SLS Lisa X okazała się przełomem dla naszego biznesu. Jej precyzja i szybkość pozwoliły nam produkować wysokiej jakości prototypy i części szybciej niż kiedykolwiek wcześniej, znacząco skracając czas realizacji.
Jesteśmy pod dużym wrażeniem jakości wytwarzanych elementów — konsekwentnie spełniają one nasze wysokie standardy. Cieszymy się, że możemy pracować z tak zaawansowaną technologią, która pozwala nam plasować się w czołówce innowacji w branży wiązek elektrycznych dla motoryzacji.
Korzystanie z drukarki Lisa X było przełomowym doświadczeniem dla naszych projektów związanych z drukiem 3D. Technologia ta umożliwia tworzenie złożonych projektów z wysoką precyzją i trwałością, co okazało się kluczowe w naszej pracy.
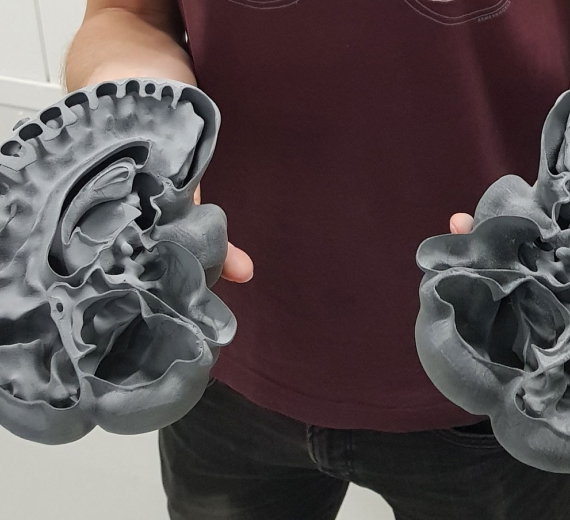
Jedną z cech, które cenię najbardziej, jest swoboda, jaką oferuje. Możliwość drukowania skomplikowanych elementów bez konieczności stosowania struktur podporowych usprawniła nasz proces i pozwoliła skupić się na przekraczaniu granic kreatywności. Wydruki charakteryzują się imponującym poziomem szczegółowości i wytrzymałości, co jest szczególnie przydatne przy tworzeniu funkcjonalnych prototypów oraz części końcowych.
Lisa X okazała się przełomem dla naszej firmy!
To jakość, trwałość, otwarta architektura i możliwość drukowania wyjątkowo złożonych geometrii przekonały nas do zakupu.
Korzystamy z drukarki już od ponad roku i nadal imponuje nam swoimi możliwościami, niezawodnością i łatwością obsługi.
Świetna, niewielka i kompaktowa drukarka SLS, z której korzystamy od 2022 roku, osiągając znakomite rezultaty w dziedzinie ortopedii.
Umożliwiła nam uruchomienie małoseryjnej produkcji przy użyciu dostarczonych urządzeń. Po początkowych wyzwaniach udało nam się rozwiązać trudności techniczne dzięki doskonałemu wsparciu, co pozwoliło nam dalej rozwijać nasze rozwiązania produktowe.


Był to dla mnie najlepszy wybór, aby spełnić wszystkie wymagania: możliwość drukowania skomplikowanych konstrukcji, cena, szybkość, niezawodność.
Sinterit LISA jest najbardziej dostępnym środkiem do tworzenia precyzyjnych, pozbawionych ograniczeń rozwiązań współczesnych problemów.
Technologia realizuje obietnice producenta, a zespół Sinterit współpracuje z klientami w realizowaniu ich celów.
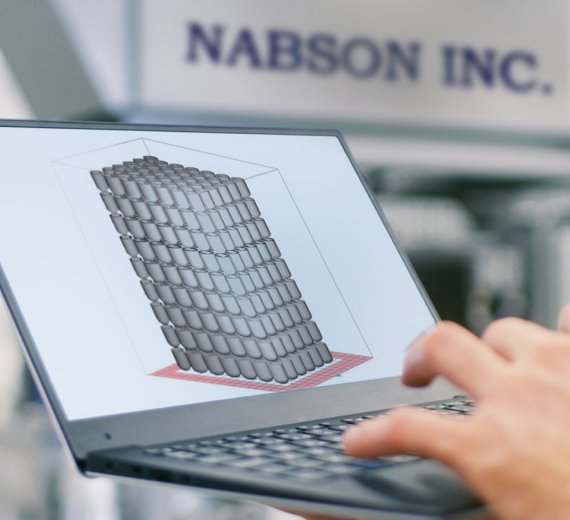
Jedną z głównych zalet SLS jest możliwość szybkiego drukowania złożonej geometrii w celu wykonania szybkiego prototypowania.
Na początku badania, wsparcie i dyskusja z ekspertami technologicznymi jest niezwykle korzystna dla firmy. LISA jest jednym z niewielu ekonomicznie wykonalnych rozwiązań w pierwszych etapach każdej Strategii AM. Przy mniejszych nakładach to idealne rozwiązanie.
Części FFF i SLA są dobrym wyborem, aby uzyskać fizyczne wrażenie projektów i złożyć surowe prototypy. Ale jeśli chodzi o produkcję niezawodnych prototypów, które mają być zweryfikowane w naszych testach zmęczeniowych lub wysyłanie funkcjonalnych próbek do naszych klientów w celu walidacji, SLS jest jedynym akceptowalnym wyborem.
Jakość druku Lisa PRO jest imponująca.
Aby nadążyć za naszym zapotrzebowaniem produkcyjnym, przez ostatnie kilka miesięcy pracowaliśmy na Lisie PRO prawie 7 dni w tygodniu, bez incydentów, i wyprodukowaliśmy ponad 1500 rękawów.

Wzmacniamy innowacyjność dzięki nowym możliwościom opartym na SLS – najpotężniejszej technologii wytwarzania przyrostowego.
Celem firmy Sinterit jest wspieranie kreatywności inżynierów, badaczy, twórców, naukowców i wizjonerów wszędzie tam, gdzie jest to potrzebne. Każdego dnia skupiamy się na działaniach czyniących świat bardziej innowacyjnym i zrównoważonym.
Wybierz drukarkę 3D skrojoną na miarę!

Koszty, zwrot z inwestycji, wsparcie techniczne, jakość i szybkość druku – to mogą być Twoje kluczowe kwestie. Pomogliśmy już tysiącom firm znaleźć idealne rozwiązanie.