
PA12 Smooth
Ein kostengünstiges Nylon-12-Pulver mit ausgezeichneter Oberflächenauflösung
JETZT KAUFEN| Pulver | Zugfestigkeit (X) [MPa] | Biegefestigkeit (X) [MPa] | Bruchdehnung (X) [%] | Wärmeformbeständigkeit A (1.8 MPa) [°C] | Refresh-Rate [%] |
|---|---|---|---|---|---|
| PA12 Industrial | 47,61 | 62,31 | 5,86 | 51 | 30 |
| PA12 Smooth | 38,44 | 49,18 | 4,55 | 50 | 22 |
| PA11 Onyx | 55,00 | 54,20 | 31,60 | 47 | 33 |
| PA11 Carbon Fiber | 65,93 | 87,35 | 8,23 | 167 | 40 |
| PA11 ESD | 50 | 56 | 28 | 103 | 60 |
| Polypropylen (PP) | 19.30 | 25.60 | 44.40 | 50 | 50 |
| PBT Optimal | 49,04 | 52,08 | 2,56 | 52 | 20 |
| Flexa Performance | 7,99 | – | 182,63 | – | 20 |

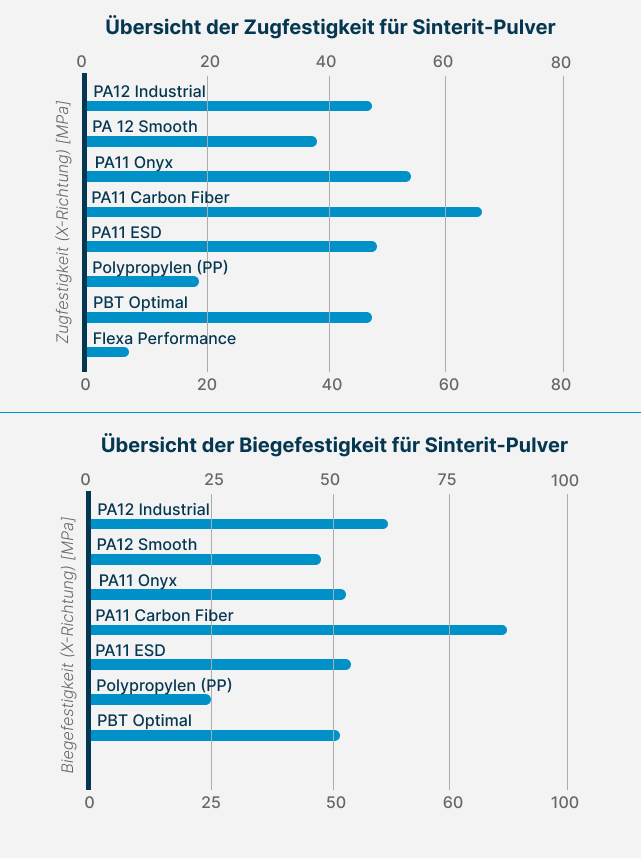
1. Zugfestigkeit
Gibt die maximale Spannung an, die ein Material beim Dehnen aushalten kann, bevor es bricht. Für dich bedeutet das: Wie widerstandsfähig ist dein Bauteil gegenüber Zugkräften – besonders wichtig bei Clips, Gehäusen und tragenden Elementen.
2. Biegefestigkeit
Misst, wie viel Biegebelastung ein Material aufnehmen kann, bevor es versagt. Besonders relevant für schlanke oder balkenartige Teile, die im Einsatz gebogen oder belastet werden.
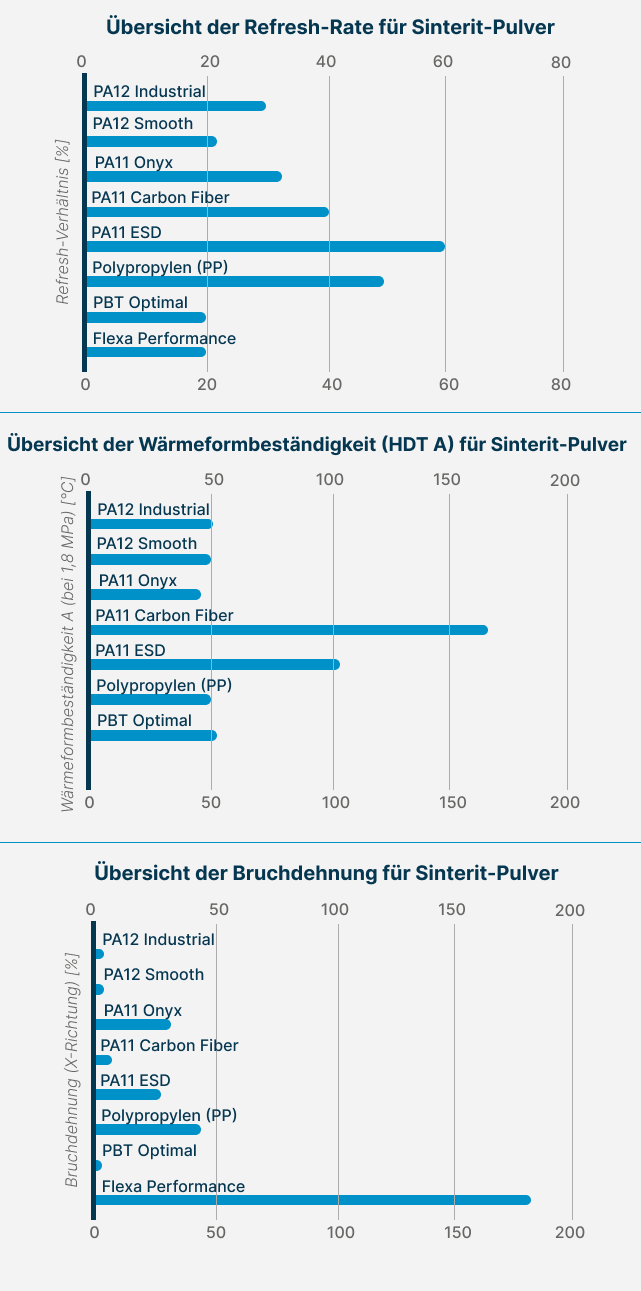
3. Bruchdehnung
Zeigt an, wie stark sich das Material dehnen kann, bevor es reißt – also ein Maß für Flexibilität oder Duktilität. Hoher Wert = flexible, schlagfeste Teile. Niedriger Wert = steif und spröde.
4. Wärmeformbeständigkeit (HDT A)
Die zeigt die Temperatur, bei der ein Material unter Druck anfängt, sich zu verformen. Ein hoher HDT-Wert bedeutet, dass das Teil für heiße Umgebungen wie Motorräume oder Elektronikgehäuse geeignet ist.
5. Refresh Ratio
Sagt, wie viel frisches Pulver man dem alten Material dazugeben muss, um die Druckqualität zu halten. Je niedriger der Wert, desto günstiger und nachhaltiger ist der Pulververbrauch.


PA12 Industrial
Ausgewogene mechanische Eigenschaften. Gute Festigkeit und moderate Flexibilität.
Am besten geeignet für: Funktionsprototypen, mechanische Teile, alltägliche technische Anwendungen.
PA12 Smooth
Etwas geringere Festigkeit als PA12 Industrial, aber mit niedrigerem Refresh-Verhältnis. Gutes Preis-Leistungs-Verhältnis für kostenbewusste Nutzer.
Am besten geeignet für: Konzeptmodelle, Teile mit feinen Oberflächendetails, allgemeine Prototypenerstellung.
PA11 Onyx
Hohe Flexibilität (31,6 %) bei solider Festigkeit. Stark, aber nachgiebiger als starre Faserwerkstoffe.
Am besten geeignet für: Schnappverbindungen, Filmscharniere, Teile mit hoher Schlagfestigkeit.
PA11 Carbon Fiber
Spitzenleistung in allen mechanischen und thermischen Kategorien. Steif, hitzebeständig und langlebig.
Am besten geeignet für: Endanwendungsteile im Maschinenbau, Automobilbau, Motorsport und industrielle Anwendungen.
PA11 ESD
Ausgewogene Festigkeit und hohe Flexibilität, zusätzlich ESD-Schutz.
Am besten geeignet für: Elektronische Gehäuse, Abdeckungen und ESD-sicheres Werkzeug.
Polypropylene (PP)
Geringere Festigkeit, aber sehr flexibel und chemikalienbeständig.
Am besten geeignet für: Leichte, chemikalienbeständige Teile wie Tanks, Schläuche oder Laborausrüstung.
PBT Optimal
Steif und präzise, mit geringer Duktilität. Bestes Refresh-Verhältnis = wirtschaftlich bei Drucken mit geringer Packungsdichte. Am besten geeignet für: technische Präzisionsteile, Clips, elektrische Steckverbinder.
Flexa Performance
Ultraflexibel, dehnbar und langlebig.
Am besten geeignet für: Dichtungen, Dämpfer, weiche Mechanismen, Polsterungskomponenten.
Zugfestigkeit
PA11 Carbon Fiber (65,93 MPa) ➡ Bietet die höchste Widerstandsfähigkeit gegen Zugkräfte – ideal für tragende, strukturelle Bauteile.
Biegefestigkeit
PA11 Carbon Fiber (87,35 MPa) ➡ Hervorragende Widerstandsfähigkeit gegen Biegebelastung – perfekt für Halterungen, Rahmen und Gehäuse.
Bruchdehnung
Flexa Performance (182,63 %) ➡ Extrem flexibel – empfohlen für Scharniere, Dichtungen und stoßdämpfende Elemente. Am anderen Ende des Spektrums: PBT Optimal (2,56 %) ➡ Bemerkenswerte Steifigkeit für alle Anwendungen, die eine hohe Festigkeit erfordern.
Wärmeformbeständigkeit (HDT A)
PA11 Carbon Fiber (167 °C) ➡ Hält hohen Temperaturen stand – ideal für technische oder Automobilanwendungen.
Refresh-Rate
PBT Optimal (20 %) ➡ Höchste Kosteneffizienz beim Pulverrecycling – optimal für wirtschaftliches Prototyping.
Wolltest Du die Herausforderung Deines Projekts lösen?

Deine Bedenken können Kosten, ROI, Kundensupport, Druckqualität oder Druckgeschwindigkeit umfassen. Wir haben Tausenden von Unternehmen geholfen, die richtige Wahl zu treffen.