PA12 Industrial
Ein hochbeständiges Nylon-12-Pulver mit sehr guter Maßhaltigkeit der Drucke
JETZT KAUFEN
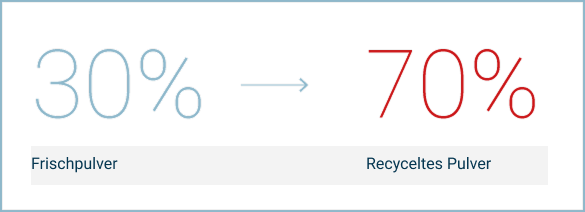
Was ist die Refresh-Rate?
Die Refresh-Rate ist das Verhältnis der Mindestmenge an Frischpulver, die einem gebrauchten Materialmix im SLS-3D-Druck hinzugefügt werden muss. Eine niedrigere Refresh-Rate bedeutet eine höhere Materialeffizienz und geringere Betriebskosten.
So funktioniert’s
Die benötigte Menge an Frischpulver wird automatisch von unserer Software berechnet und nach dem Druckauftrag auf dem Druckerdisplay angezeigt. Du musst nur die angegebene Menge Frischmaterial dem Recyclingkreislauf hinzufügen – und schon kannst du mit dem nächsten Druck starten.
Um mit dem SLS-3D-Druck zu beginnen, brauchst du das Powder Starter Pack. Danach musst du nur noch dein vorhandenes Pulver mit Frischpulver auffrischen.

PA12 Industrial ist ein hochbeständiges Nylon-12-SLS-Pulver, das für den Einsatz mit Sinterit Lisa X und vergleichbaren Druckern entwickelt wurde. Es bietet ausgezeichnete mechanische Festigkeit, chemische Beständigkeit, Maßhaltigkeit sowie Biokompatibilität – ideal für funktionale Prototypen, Vorrichtungen und Endbauteile.
Das Pulver hat einen Schmelzpunkt von 184,4 °C. Für den Druck ist keine Stickstoffatmosphäre erforderlich.
Mit einer durchschnittlichen Partikelgröße (D50) von ca. 62 µm und einer Schüttdichte von 505 kg/m³ sorgt dieses Material für sehr gute Maßhaltigkeit und reproduzierbare Druckergebnisse.
Ja, um die Druckqualität zu erhalten, solltest du pro Zyklus ca. 30 % Frischpulver mit 70 % recyceltem PA12 Industrial mischen.
Ja, es wurde gemäß ISO 10993 geprüft und ist nicht zytotoxisch und nicht reizend. Dennoch muss der Hersteller die Eignung für den konkreten Anwendungsfall validieren.
Offiziell freigegeben für Sinterit Lisa X und SUZY.
Optimal für funktionale Prototypen, Vorrichtungen, Endbauteile, chemikalienbeständige Komponenten und Teile mit hoher Maßgenauigkeit.
Das Pulver erzeugt Teile mit einer matten grauen Oberfläche.
Wir haben den Suzy-Drucker erhalten und mit dem PA11.5-Material gestartet. Die ersten Drucke sind wirklich hervorragend gelungen. Besonders beeindruckend ist, dass wir die Druckzeit für einen vollen Bauraum um mehr als fünfzig Prozent reduzieren konnten. Vielen Dank, dass Sie mich überzeugt haben, von PA12 auf PA11.5 umzusteigen – das war die richtige Entscheidung. Ich bin zuversichtlich, dass wir bis Ende des Jahres eine neue Produktlinie mit PA11.5 realisieren können.
Dank der Lisa X von Sinterit konnten wir unsere Lieferzeiten verkürzen und bessere Lösungen schneller entwickeln – was uns hilft, unsere Kunden zufriedenzustellen.
Wir haben uns verschiedene 3D-Druckverfahren und Marken angeschaut, uns aber letztlich für das SLS-Verfahren entschieden – und für Sinterit. Ausschlaggebend waren die gute Kommunikation und die Möglichkeit, offene Materialien zu verwenden – etwas, das wir bei anderen Anbietern im Einstiegsbereich der SLS-Technologie nicht gefunden haben.
Die Anschaffung der Lisa X hat viele unserer Probleme gelöst.
Der Bauraum ist groß genug, sodass wir fast immer große Komponenten als einteiliges Druckobjekt fertigen können.
Mit anderen SLS-3D-Drucklösungen auf dem Markt wäre das nicht möglich gewesen.
Der Hauptgrund, warum sich Somfy für die SLS-Technologie von Sinterit entschieden hat, war die Produktivität.
Viele Teile in einem einzigen Druckvorgang zu fertigen, war ein echter Wendepunkt.
Wenn wir uns die Drucker der Lisa-Serie oder allgemein Sinterit im Vergleich zu anderen Unternehmen anschauen, dann gibt es zwei Hauptpunkte, die uns besonders gefallen haben: Zum einen die Materialien, die Open Source sind – wir sind also nicht an eine bestimmte Marke gebunden […]. Wir können uns am Markt umsehen und das Material verwenden, das für das jeweilige Bauteil am besten geeignet ist.
Wolltest Du die Herausforderung Deines Projekts lösen?

Deine Bedenken können Kosten, ROI, Kundensupport, Druckqualität oder Druckgeschwindigkeit umfassen. Wir haben Tausenden von Unternehmen geholfen, die richtige Wahl zu treffen.