PA11 Onyx
Biobasiertes Nylonpulver mit hervorragenden mechanischen Eigenschaften und hoher Schlagzähigkeit
JETZT KAUFEN

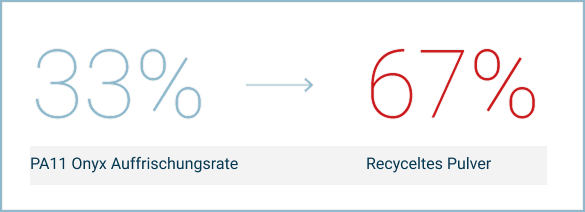
Was ist die Refresh-Rate?
Die Refresh-Rate ist das Verhältnis der Mindestmenge an Frischpulver, die einem gebrauchten Materialmix in einer SLS-3D-Druckmaschine beigemischt werden muss. Je niedriger der Wert, desto wirtschaftlicher ist das Material im Einsatz.
Wie funktioniert das?
Die benötigte Menge an Frischpulver wird automatisch von unserer Software berechnet und nach Abschluss des Druckjobs auf dem Display angezeigt. Du musst nur die angegebene Menge zum gebrauchten Pulver im Mischzyklus hinzufügen – und schon kannst du den nächsten Druck mit aufgefrischtem Material starten.
Wir haben den Suzy-Drucker erhalten und mit dem PA11.5-Material gestartet. Die ersten Drucke sind wirklich hervorragend gelungen. Besonders beeindruckend ist, dass wir die Druckzeit für einen vollen Bauraum um mehr als fünfzig Prozent reduzieren konnten. Vielen Dank, dass Sie mich überzeugt haben, von PA12 auf PA11.5 umzusteigen – das war die richtige Entscheidung. Ich bin zuversichtlich, dass wir bis Ende des Jahres eine neue Produktlinie mit PA11.5 realisieren können.
Dank der Lisa X von Sinterit konnten wir unsere Lieferzeiten verkürzen und bessere Lösungen schneller entwickeln – was uns hilft, unsere Kunden zufriedenzustellen.
Wir haben uns verschiedene 3D-Druckverfahren und Marken angeschaut, uns aber letztlich für das SLS-Verfahren entschieden – und für Sinterit. Ausschlaggebend waren die gute Kommunikation und die Möglichkeit, offene Materialien zu verwenden – etwas, das wir bei anderen Anbietern im Einstiegsbereich der SLS-Technologie nicht gefunden haben.
Die Anschaffung der Lisa X hat viele unserer Probleme gelöst.
Der Bauraum ist groß genug, sodass wir fast immer große Komponenten als einteiliges Druckobjekt fertigen können.
Mit anderen SLS-3D-Drucklösungen auf dem Markt wäre das nicht möglich gewesen.
Der Hauptgrund, warum sich Somfy für die SLS-Technologie von Sinterit entschieden hat, war die Produktivität.
Viele Teile in einem einzigen Druckvorgang zu fertigen, war ein echter Wendepunkt.
Wenn wir uns die Drucker der Lisa-Serie oder allgemein Sinterit im Vergleich zu anderen Unternehmen anschauen, dann gibt es zwei Hauptpunkte, die uns besonders gefallen haben: Zum einen die Materialien, die Open Source sind – wir sind also nicht an eine bestimmte Marke gebunden […]. Wir können uns am Markt umsehen und das Material verwenden, das für das jeweilige Bauteil am besten geeignet ist.
– Lagere das Pulver bei Raumtemperatur (ca. 23 °C, 50 % Luftfeuchtigkeit – je trockener, desto besser).
– Bewahre das Material immer in einem luftdichten, trockenen Behälter auf.
– Lass den Behälter niemals offen stehen.
– Reinige die Maschine direkt nach dem Druck und lagere das Pulver unmittelbar nach dem Entfernen des Druckkuchens.
– Lass das Pulver nicht länger als ein paar Stunden in der Druckkammer.
– Lege ein paar Silikontrockenmittel in den Lagerbehälter (aber nicht direkt in die Druckkammer).
Wenn du Fragen hast, kontaktiere den Sinterit-Support.
„Fresh“-Pulver ist Frischpulver, das nicht direkt zum Drucken geeignet ist.
Für optimale Druckqualität solltest du aus dem Fresh-Pulver ein sogenanntes „Print-ready“-Pulver herstellen.
Dazu mischst du das Fresh-Pulver mit dem gebrauchten Pulver aus der letzten Druckcharge – entweder mit dem PHS oder dem Powder Sieve.
Bei Fragen hilft dir der Sinterit-Support gerne weiter.
Polyamidpulver im SLS-Druck ist sehr fein (meist <40 μm) und gilt als explosionsgefährdender Staub. Wird es mit einem normalen Haushaltsstaubsauger aufgesaugt, kann es zur Explosion kommen.
Solche Stoffe unterliegen Vorschriften zum Arbeitsschutz und zur Luftqualität am Arbeitsplatz. Deshalb darfst du nur industrielle ATEX-zertifizierte Staubsauger verwenden. Mehr Infos zum ATEX-Staubsauger findest du hier.
PA11 Onyx ist ein biobasiertes Nylonpulver, das sich durch hohe Festigkeit, Zähigkeit und Schlagzähigkeit auszeichnet.Es eignet sich perfekt für:
– Schnappverbindungen,
– Endbauteile,
– Werkzeugteile,
– sowie Komponenten, die unter starken mechanischen Belastungen arbeiten.
Ja, beim Drucken mit PA11 Onyx ist eine Stickstoffatmosphäre erforderlich.
PA11 Onyx ist kompatibel mit:
– Sinterit Lisa X
– Sinterit Lisa Pro
Die Refresh-Rate beträgt 33 %, d. h. bei jedem Druckzyklus musst du 33 % Frischpulver zum unversinterten Material hinzufügen.
Die Bauteile sind tiefschwarz und haben ein professionelles, hochwertiges Erscheinungsbild – ideal für funktionale Prototypen und Endprodukte.
-Zugfestigkeit: 55 MPa
– Biegefestigkeit: 54,2 MPa
– Schlagzähigkeit (Charpy ungekerbt): >179 kJ/m² – außergewöhnlich hoch
– Schmelztemperatur: 200 °C
– Wärmeformbeständigkeit (HDT A): 47 °C
Die Bruchdehnung beträgt 31,6 % – das bedeutet, PA11 Onyx ist hochflexibel und perfekt geeignet für Filmscharniere und Anwendungen mit Biegebelastung.
Der Partikeldurchmesser liegt zwischen 28 und 80 μm, mit einem Durchschnitt von ca. 40 μm – das sorgt für eine gute Oberflächengüte und feine Details.
Ja – PA11 Onyx ist biobasiert und stammt aus nachwachsenden Rohstoffen. Es ist eine nachhaltigere Alternative zu klassischen technischen Polymeren.
Wolltest Du die Herausforderung Deines Projekts lösen?

Deine Bedenken können Kosten, ROI, Kundensupport, Druckqualität oder Druckgeschwindigkeit umfassen. Wir haben Tausenden von Unternehmen geholfen, die richtige Wahl zu treffen.