3D Printers
SLS 3D Printers
Peripherals
Printers ecosystem
Customer Zone
Check out the latest information about maintainance your printer
Need a 3D Printer tailored for this purpose?

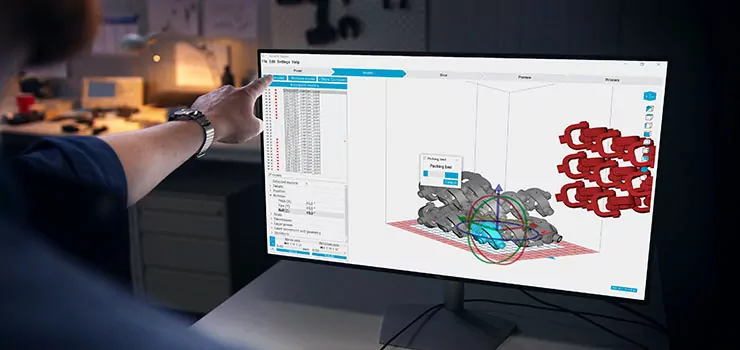
Your concerns may include costs, ROI, customer support, print quality, or printing speed. We have helped thousands of companies make the right choice.