
PA12 Smooth
Une poudre de nylon 12 économique offrant une excellente résolution de surface
ACHETER MAINTENANT| Poudre | Résistance à la traction (X) [MPa] | Résistance à la flexion (X) [MPa] | Allongement à la rupture (X) [%] | Température de fléchissement sous charge A (1,8 MPa) [°C] | Taux de rafraîchissement [%] |
|---|---|---|---|---|---|
| PA12 Industrial | 47,61 | 62,31 | 5,86 | 51 | 30 |
| PA12 Smooth | 38,44 | 49,18 | 4,55 | 50 | 22 |
| PA11 Onyx | 55 | 54,20 | 31,60 | 47 | 33 |
| PA11 Carbon Fiber | 65,93 | 87,35 | 8,23 | 167 | 40 |
| PA11 ESD | 50 | 56 | 28 | 103 | 60 |
| Polypropylen (PP) | 19,30 | 25,60 | 44,40 | 50 | 50 |
| PBT Optimal | 49,04 | 52,08 | 2,56 | 52 | 20 |
| Flexa Performance | 7,99 | – | 182.63 | – | 20 |

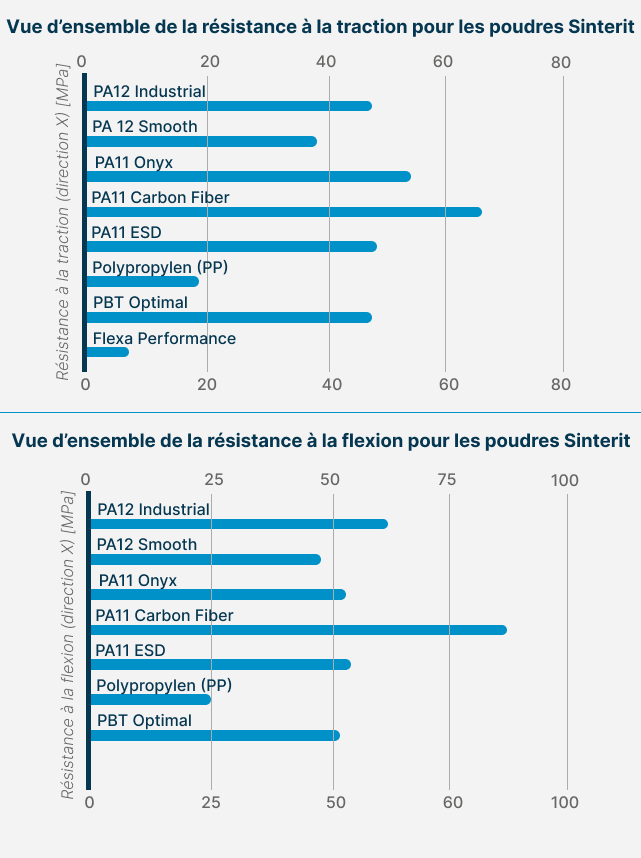
1. Résistance à la traction
Indique la contrainte maximale qu’un matériau peut supporter lorsqu’il est étiré avant de se rompre. Pour vous, cela montre à quel point la pièce imprimée résistera à la traction – essentiel pour les clips, les boîtiers et les éléments structurels.
2. Résistance à la flexion
Mesure la force de flexion qu’un matériau peut supporter avant de céder. Ce paramètre est important pour les pièces longues ou fines susceptibles d’être pliées pendant leur utilisation.
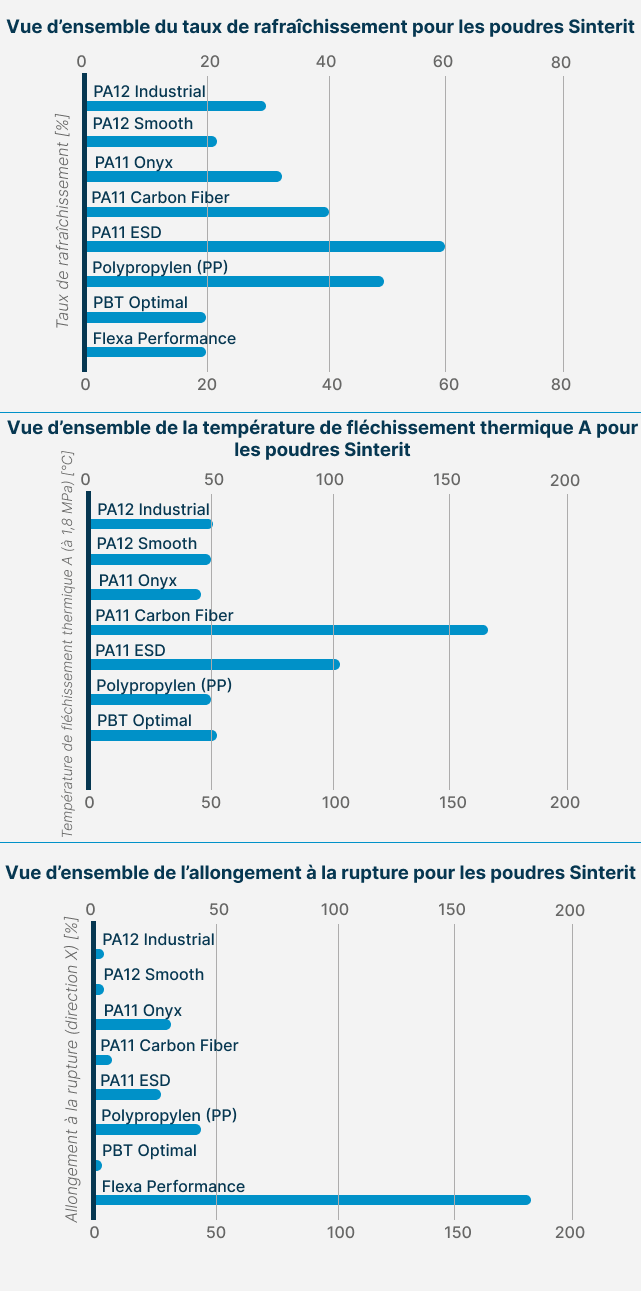
3. Allongement à la rupture
Indique jusqu’à quel point un matériau peut s’étirer avant de se rompre – une mesure de sa flexibilité ou de sa ductilité. Une valeur élevée = pièces flexibles et résistantes aux chocs. Une valeur faible = pièces rigides et cassantes.
Température de déformation sous charge A (HDT A)
Montre la température à laquelle un matériau commence à se déformer sous pression. Une HDT élevée signifie que la pièce convient à des environnements à haute température, comme les compartiments moteurs ou les boîtiers électroniques.
Taux de rafraîchissement
Décrit la quantité de poudre fraîche à ajouter à la poudre utilisée pour maintenir la qualité d’impression. Des valeurs plus faibles = utilisation plus économique et durable de la poudre.


PA12 Industrial
Des performances mécaniques bien équilibrées. Excellente résistance et flexibilité modérée.
Idéal pour : prototypes fonctionnels, pièces mécaniques, applications d’ingénierie courante.
PA12 Smooth
Résistance légèrement inférieure à celle du PA12 Industrial, mais avec un taux de rafraîchissement plus bas. Excellent rapport qualité-prix pour les utilisateurs soucieux de leur budget.
Idéal pour : modèles de concept, pièces aux détails fins, prototypage général.
PA11 Onyx
Grande flexibilité (31,6 %) combinée à une bonne résistance. Solide mais plus tolérant que les fibres rigides.
Idéal pour : clips, charnières actives, pièces nécessitant une bonne résistance aux chocs.
PA11 Carbon Fiber
Le meilleur dans toutes les catégories mécaniques et thermiques. Rigide, résistant à la chaleur et très durable.
Idéal pour : pièces d’utilisation finale en ingénierie, automobile, sports mécaniques et milieux industriels.
PA11 ESD
Bon équilibre entre résistance et flexibilité, avec en plus une protection ESD.
Idéal pour : boîtiers électroniques, enveloppes, outillage antistatique.
Polypropylene (PP)
Moins résistant, mais très flexible et chimiquement résistant.
Idéal pour : pièces légères exposées à des produits chimiques, comme les réservoirs, tubes ou instruments de laboratoire.
PBT Optimal
Rigide et précis, avec une faible ductilité. Meilleur taux de rafraîchissement = solution économique pour les impressions à faible densité de remplissage. Idéal pour : pièces techniques de précision, clips, connecteurs électriques.
Flexa Performance
Ultra-flexible, extensible et durable.
Idéal pour : joints, amortisseurs, mécanismes souples, éléments de rembourrage.
Résistance à la traction
PA11 Carbon Fiber (65,93 MPa)
➡ Offre la résistance la plus élevée aux forces de traction – idéale pour les composants structurels ou soumis à des charges mécaniques importantes.
Résistance à la flexion
PA11 Carbon Fiber (87,35 MPa)
➡ Excellente résistance à la flexion – parfaite pour les pièces telles que les supports, cadres et boîtiers.
Allongement à la rupture
Flexa Performance (182,63 %) ➡ Extrêmement flexible – recommandé pour les charnières, les joints et les éléments absorbant les chocs. À l’autre extrémité du spectre, PBT Optimal (2,56 %) ➡ Rigidité remarquable pour toutes les applications nécessitant une grande rigidité.
Température de déflexion thermique A (HDT A)
PA11 Carbon Fiber (167 °C)
➡ Résiste aux températures élevées – adapté aux applications techniques ou automobiles exigeantes.
Taux de rafraîchissement
PBT Optimal (20 %)
➡ Le plus économique en matière de réutilisation de poudre – idéal pour les processus de prototypage économiques.
Vous avez besoin d’une imprimante 3D adaptée à cet objectif ?

Vos préoccupations peuvent concerner les coûts, le retour sur investissement, le support client, la qualité d’impression ou la vitesse d’exécution. Nous avons aidé des milliers d’entreprises à faire le bon choix.