PA12 Industrial
Un nylon 12 très résistant avec une excellente précision dimensionnelle des impressions
ACHETER MAINTENANT
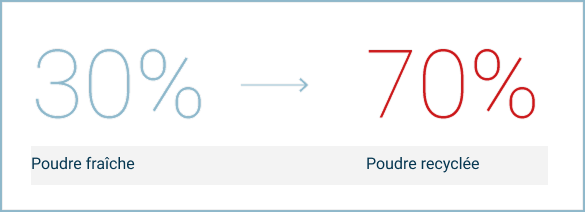
Qu’est-ce que le taux de rafraîchissement ?
C’est le ratio minimum de poudre fraîche à ajouter dans le mélange de matériau utilisé dans une imprimante SLS. Plus le taux de rafraîchissement est bas, plus l’utilisation du matériau est rentable.
Comment ça fonctionne
La quantité de poudre fraîche nécessaire est automatiquement calculée par notre logiciel et affichée à l’écran de l’imprimante une fois l’impression terminée. Il te suffit d’ajouter cette quantité au cycle de mélange avec la poudre usagée, et tu peux lancer ton prochain job avec un matériau régénéré.
Pour démarrer l’impression 3D SLS, tu as besoin d’un pack de démarrage de poudre. Ensuite, il te suffit simplement de rafraîchir la poudre que tu possèdes avec une portion de poudre neuve.

PA12 Industrial est une poudre SLS en nylon 12 haute résistance, conçue pour les imprimantes Sinterit Lisa X et modèles similaires. Elle offre une excellente résistance mécanique, une bonne tenue chimique, une précision dimensionnelle remarquable et une biocompatibilité, ce qui la rend idéale pour les prototypes fonctionnels, les gabarits, les fixations et les pièces d’utilisation finale.
La poudre a un point de fusion de 184,4 °C. Aucune atmosphère d’azote n’est nécessaire pour l’impression.
Avec une taille moyenne de particules (D50) d’environ 62 µm et une densité apparente de 505 kg/m³, ce matériau garantit une excellente précision dimensionnelle et une grande stabilité des impressions.
Oui. Pour maintenir la qualité d’impression, il faut ajouter environ 30 % de poudre PA12 Industrial fraîche à 70 % de poudre recyclée à chaque cycle.
Oui, elle a été testée selon la norme ISO 10993 et jugée non cytotoxique et non irritante. Toutefois, l’utilisateur final doit valider l’adéquation de la pièce imprimée à son usage spécifique.
Officiellement approuvée pour les imprimantes Sinterit Lisa X et SUZY.
Parfaite pour les prototypes fonctionnels, les gabarits, les fixations, les pièces d’utilisation finale, les composants résistants aux produits chimiques et les pièces nécessitant une grande précision dimensionnelle.
La poudre est gris moyen avec une finition mate, offrant un rendu visuel industriel de haute qualité pour les pièces finies.
Nous avons reçu l’imprimante Suzy et commencé à imprimer avec le PA11.5. Les premiers résultats sont excellents. Ce qui est vraiment impressionnant, c’est que nous avons réduit le temps d’impression d’un volume complet de plus de cinquante pour cent. Merci beaucoup de m’avoir convaincu de passer du PA12 au PA11.5 — c’était un excellent choix. Je suis convaincu que nous pourrons lancer une nouvelle gamme de produits en PA11.5 d’ici la fin de l’année.
La Lisa X de Sinterit nous a permis de réduire les délais et de proposer de meilleures solutions — plus rapidement, ce qui nous aide à satisfaire nos clients.
Nous avons étudié d’autres méthodes d’impression 3D, ainsi que d’autres marques, mais nous avons finalement opté pour le SLS et choisi Sinterit pour la clarté de leur communication et la liberté de choix des matériaux.
C’est quelque chose que nous n’avons pas trouvé chez d’autres fournisseurs d’imprimantes SLS d’entrée de gamme abordables.
L’arrivée de la Lisa X a résolu bon nombre de nos problèmes.
Sa surface d’impression est suffisamment grande, ce qui nous permet presque toujours d’imprimer de gros composants en une seule pièce.
Cela n’aurait pas été possible avec d’autres solutions SLS concurrentes.
La principale raison pour laquelle Somfy s’est tournée vers la technologie SLS de Sinterit était la productivité.
Imprimer de nombreuses pièces en une seule série a tout changé.
Lorsque nous avons évalué la gamme d’imprimantes Lisa — et plus généralement Sinterit — par rapport à d’autres fabricants, deux éléments nous ont particulièrement séduits : les matériaux, qui sont open source.
Cela signifie que nous ne sommes pas enfermés dans un seul écosystème […].
Nous pouvons explorer le marché et choisir le matériau le plus adapté à chaque pièce.
Vous avez besoin d’une imprimante 3D adaptée à cet objectif ?

Vos préoccupations peuvent concerner les coûts, le retour sur investissement, le support client, la qualité d’impression ou la vitesse d’exécution. Nous avons aidé des milliers d’entreprises à faire le bon choix.